-
-

Track, Trace, and Assemble - a key requirement in any discrete assembly plant.
-
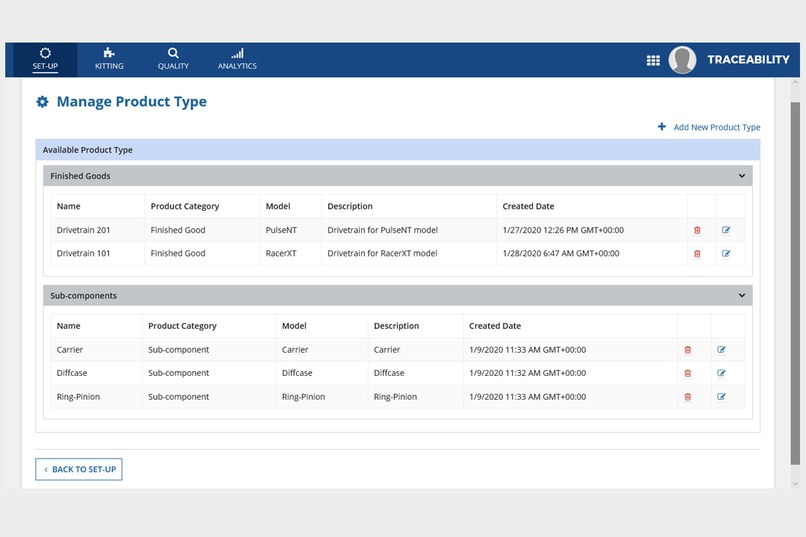
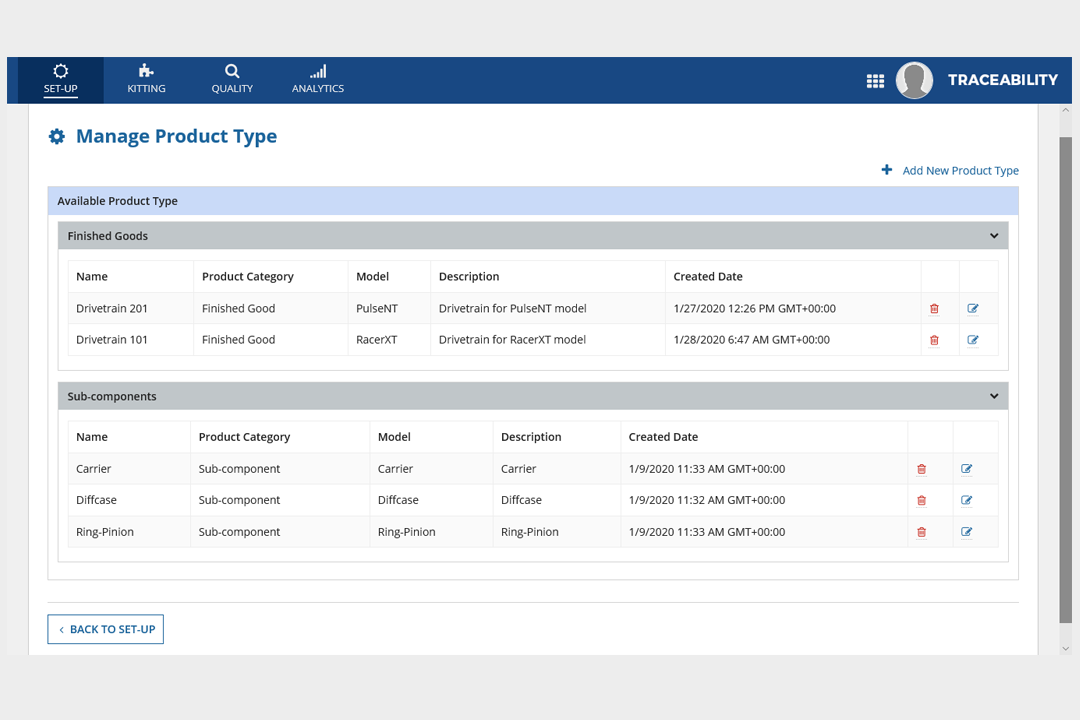
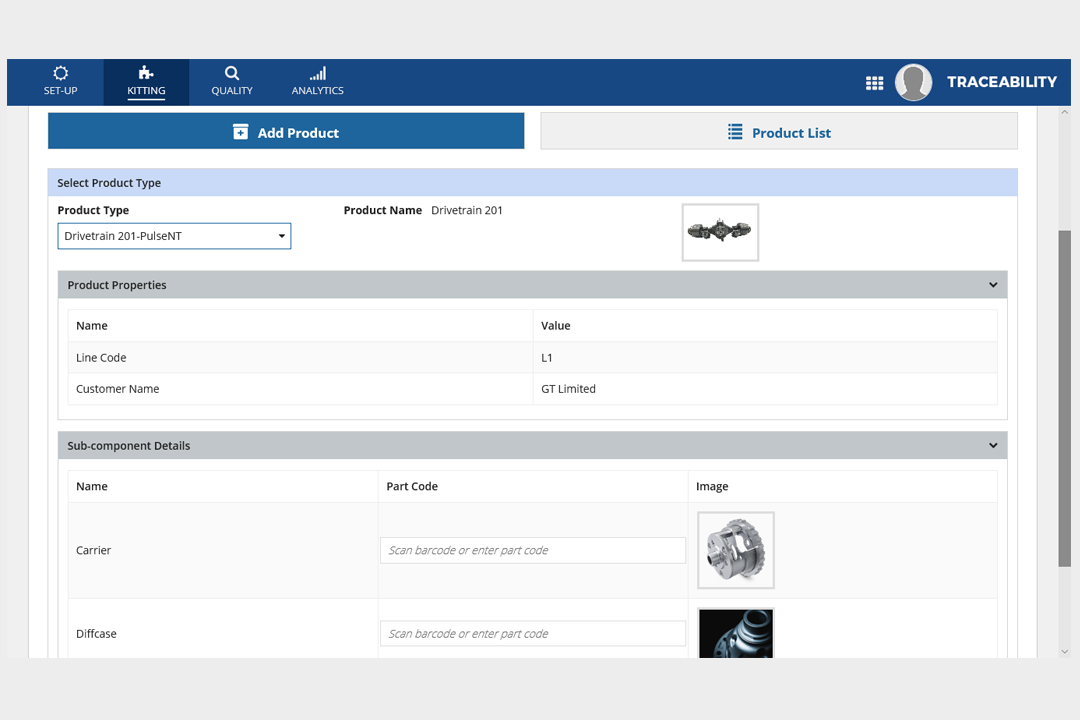
Manage Product Type - Finished goods and their sub-components
-
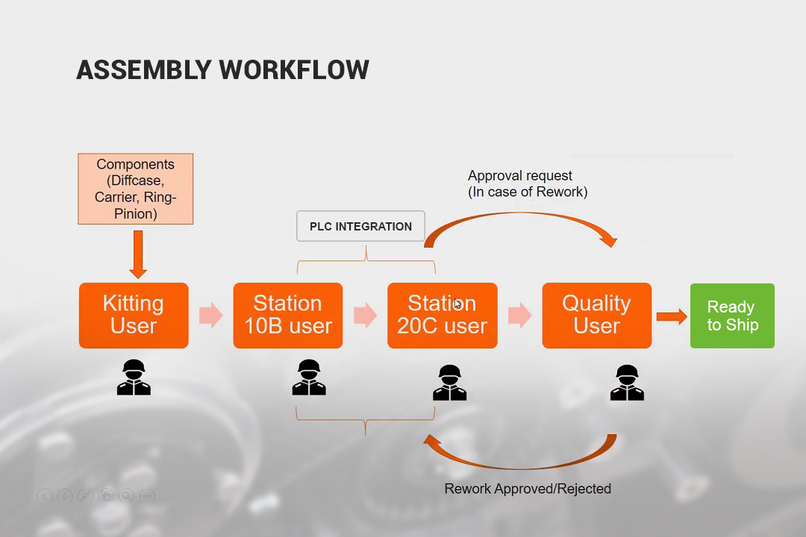
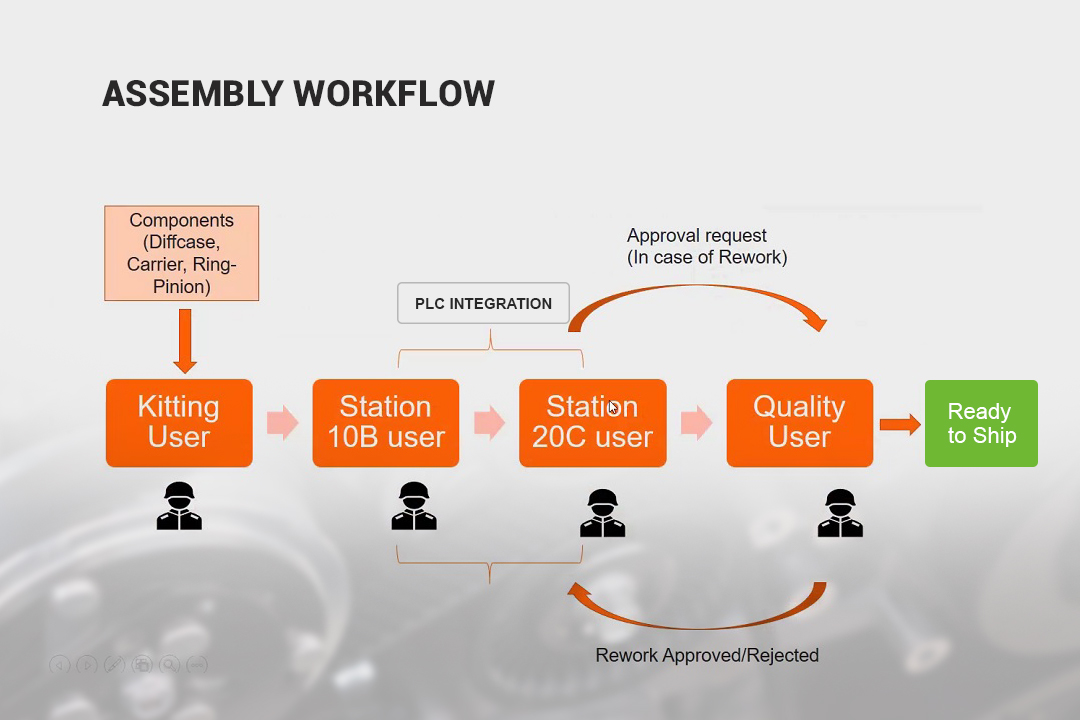
Assembly Process Workflow
-
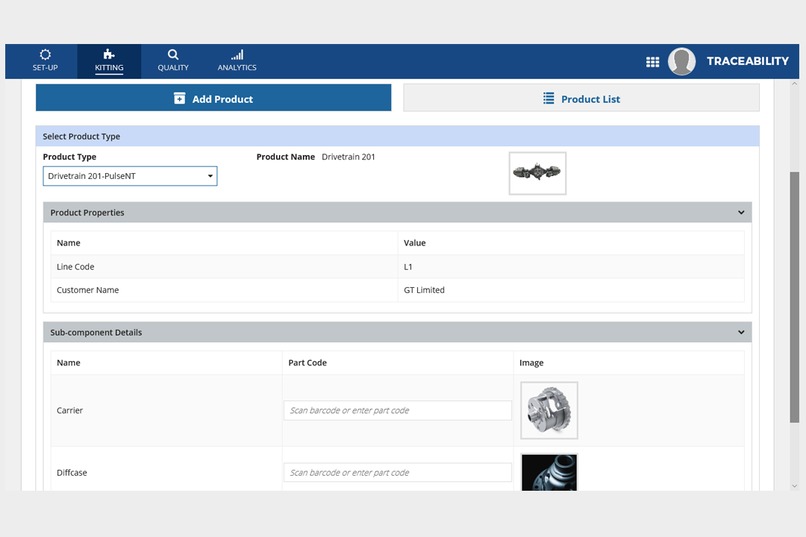
Initiate the product assembly request of a product type
-
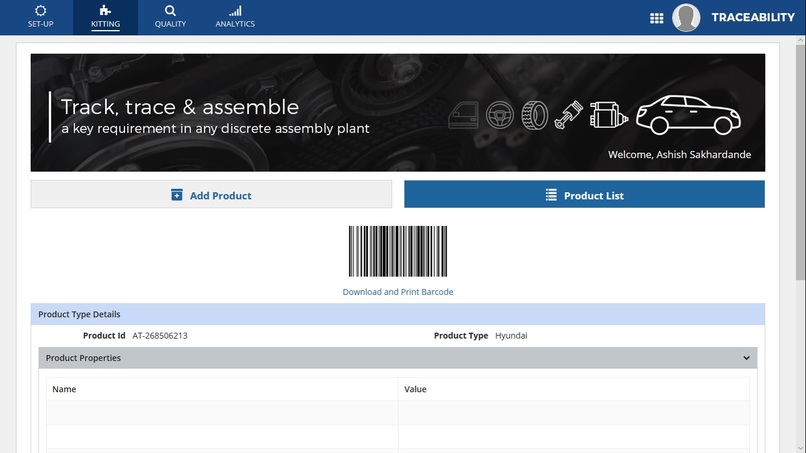
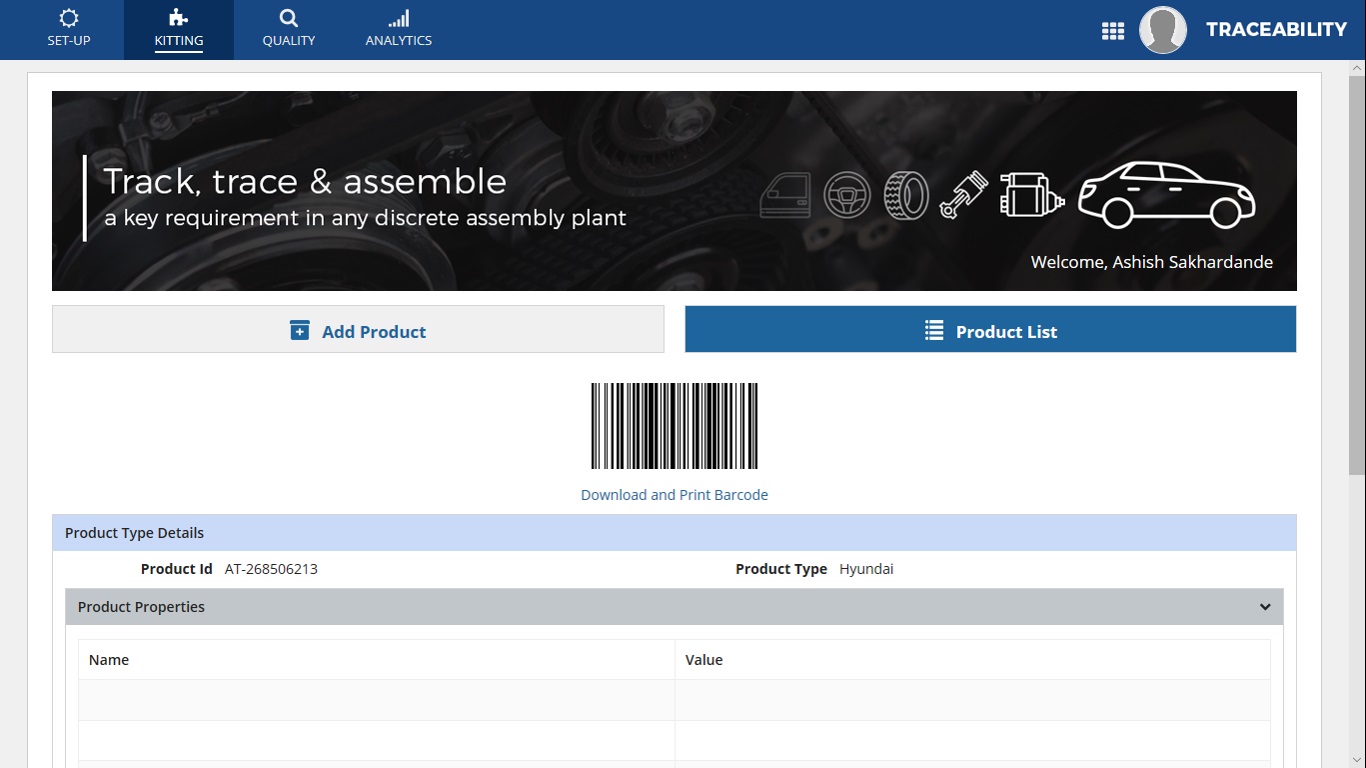
Product list- bar-code generated for ongoing assembly request of a product type
-
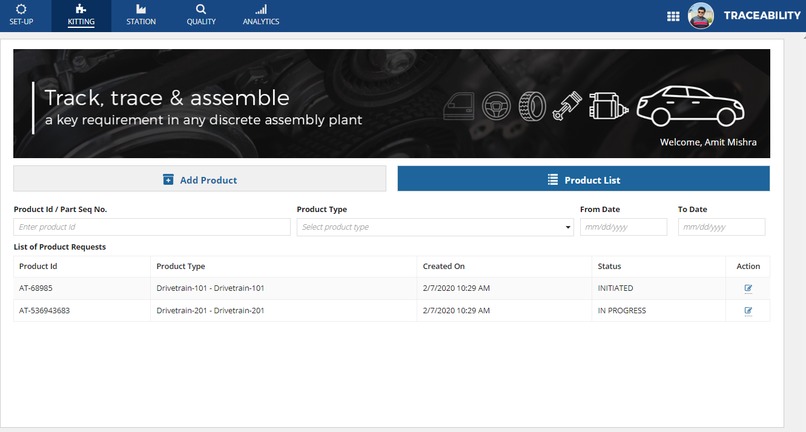
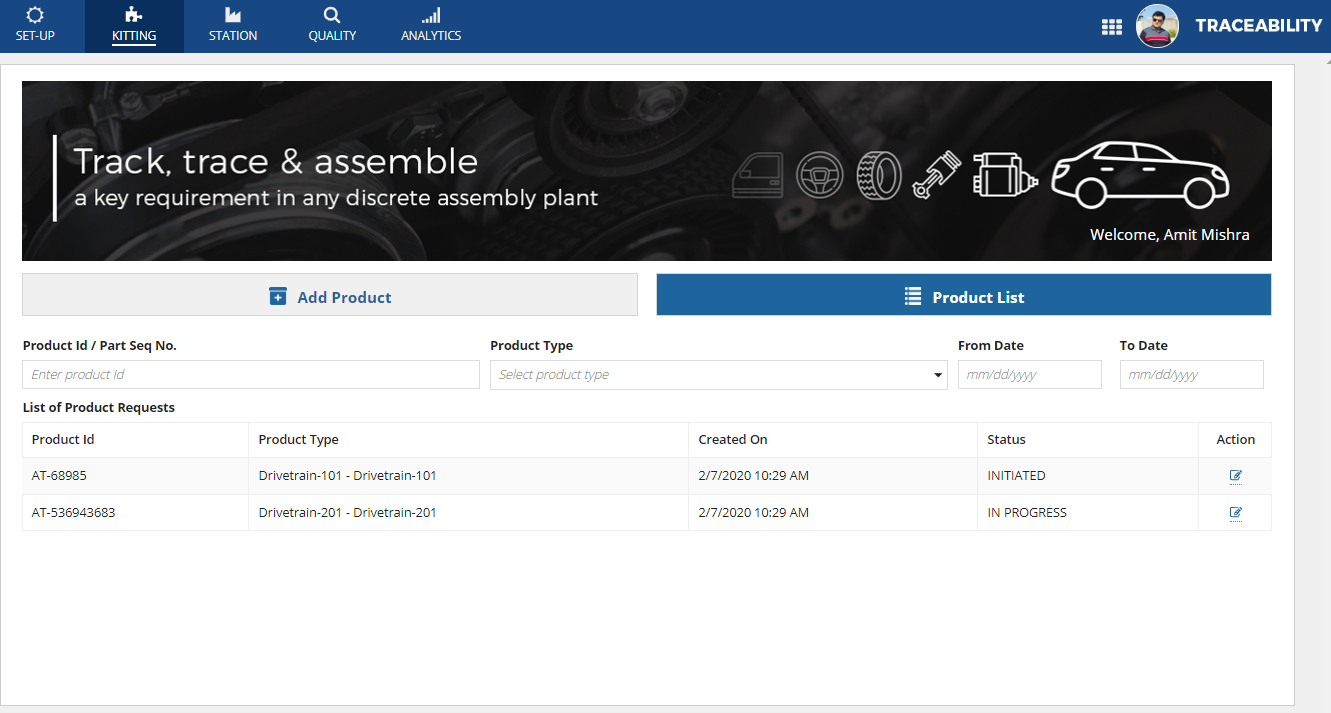
Product List- for all ongoing assembly request details
-
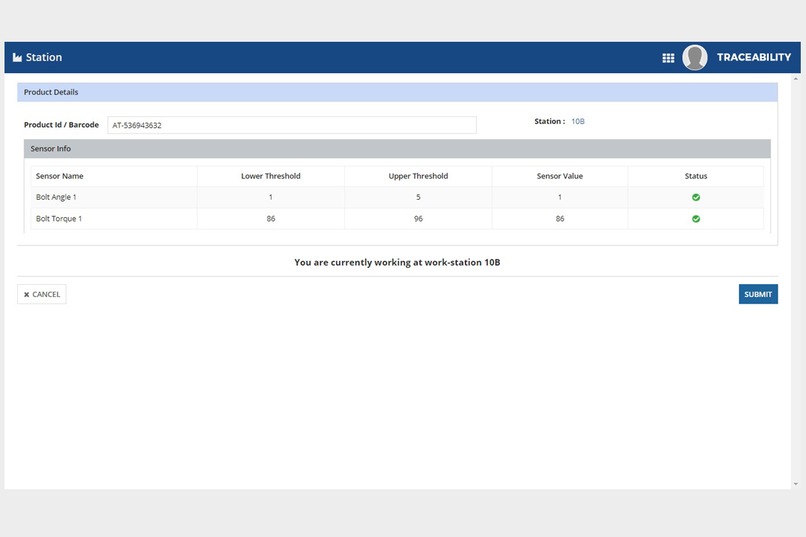
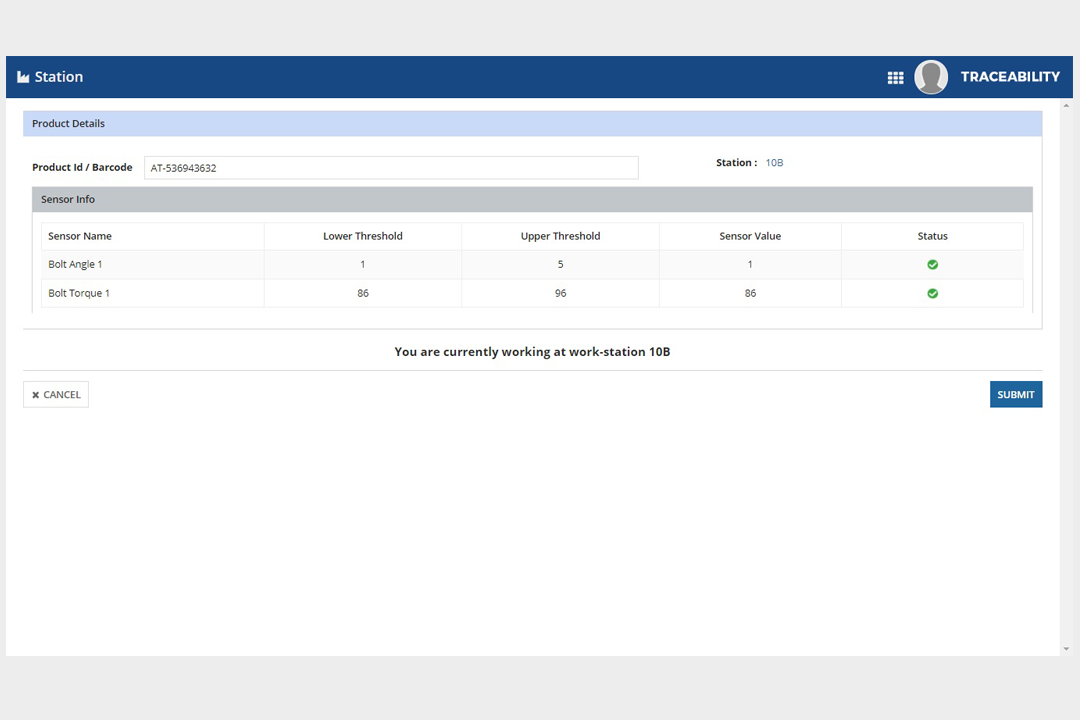
Workstations Assembling point - PLC sensor reading fetch
-
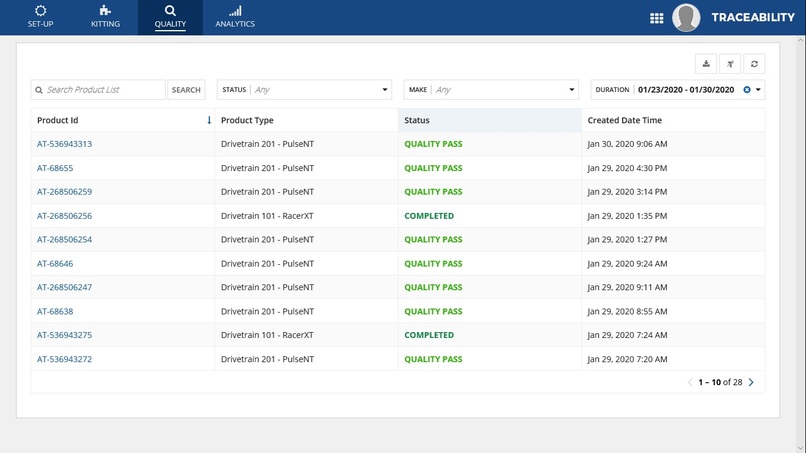
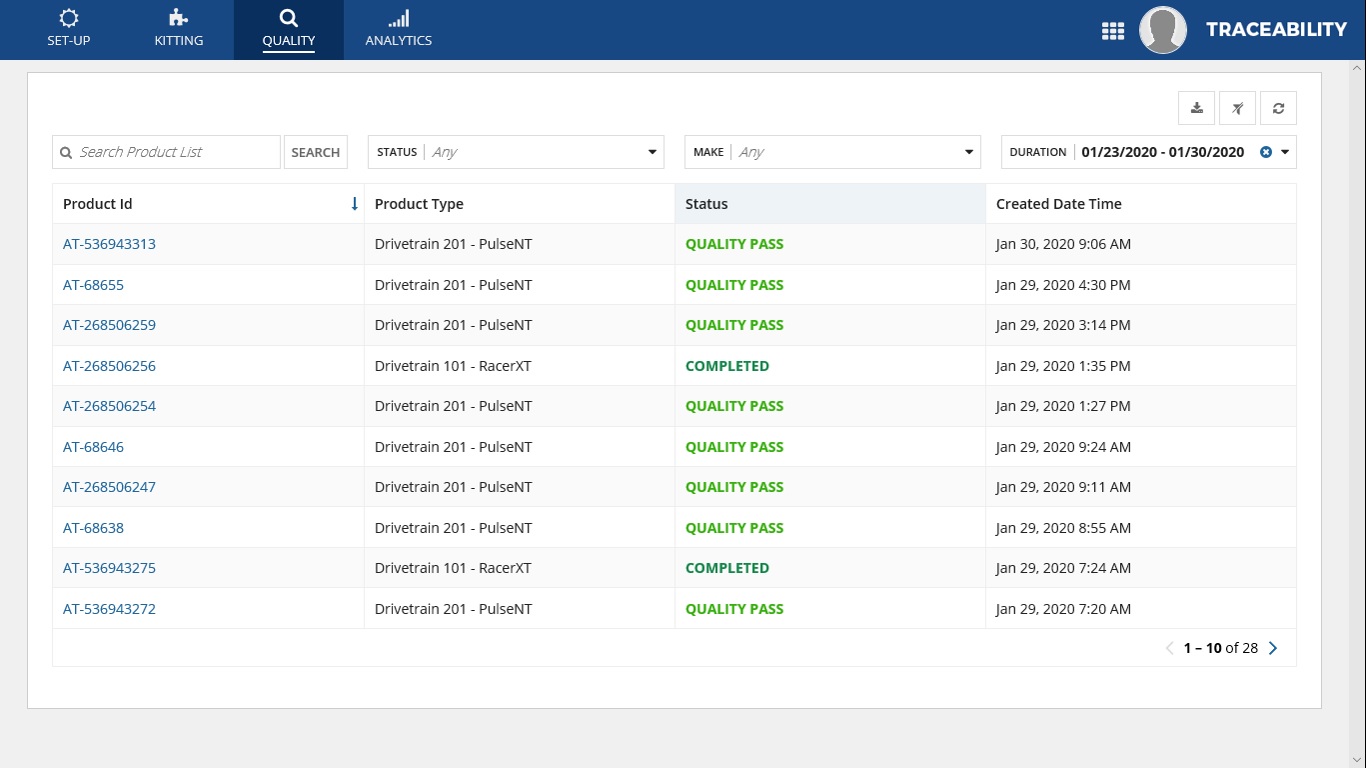
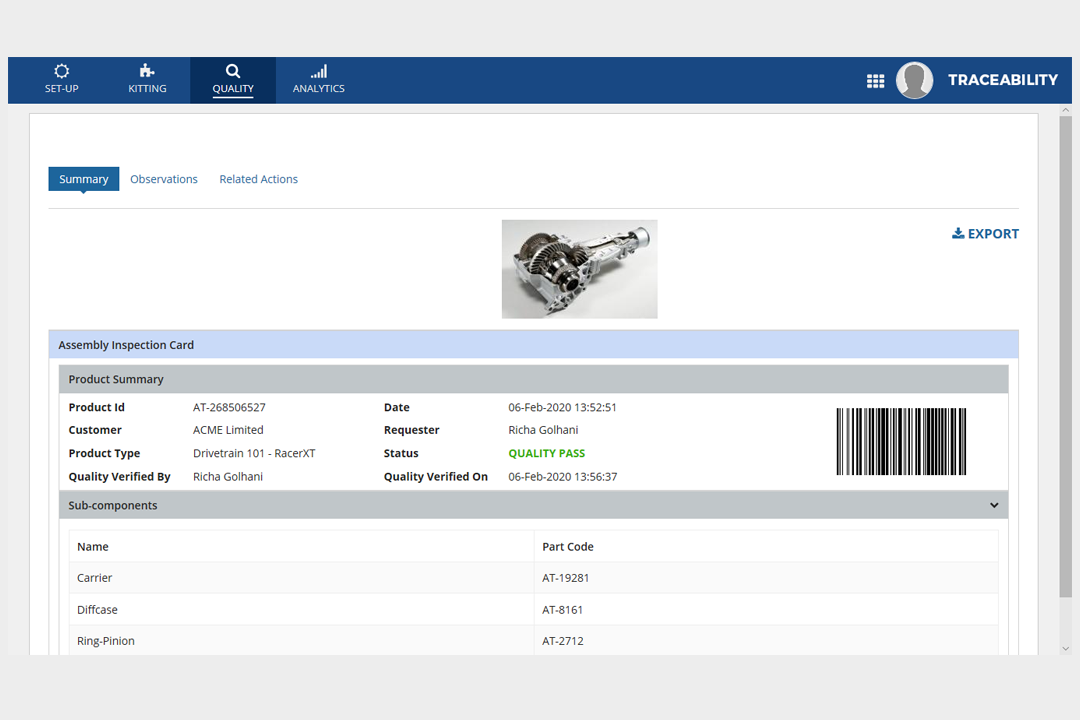
Quality verification, rework approval - track and trace.
-
Quality Summary Dashboard
-
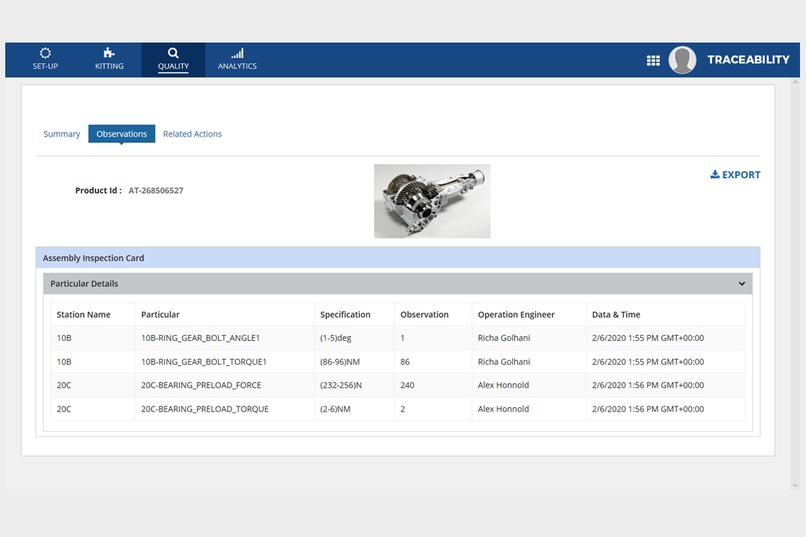
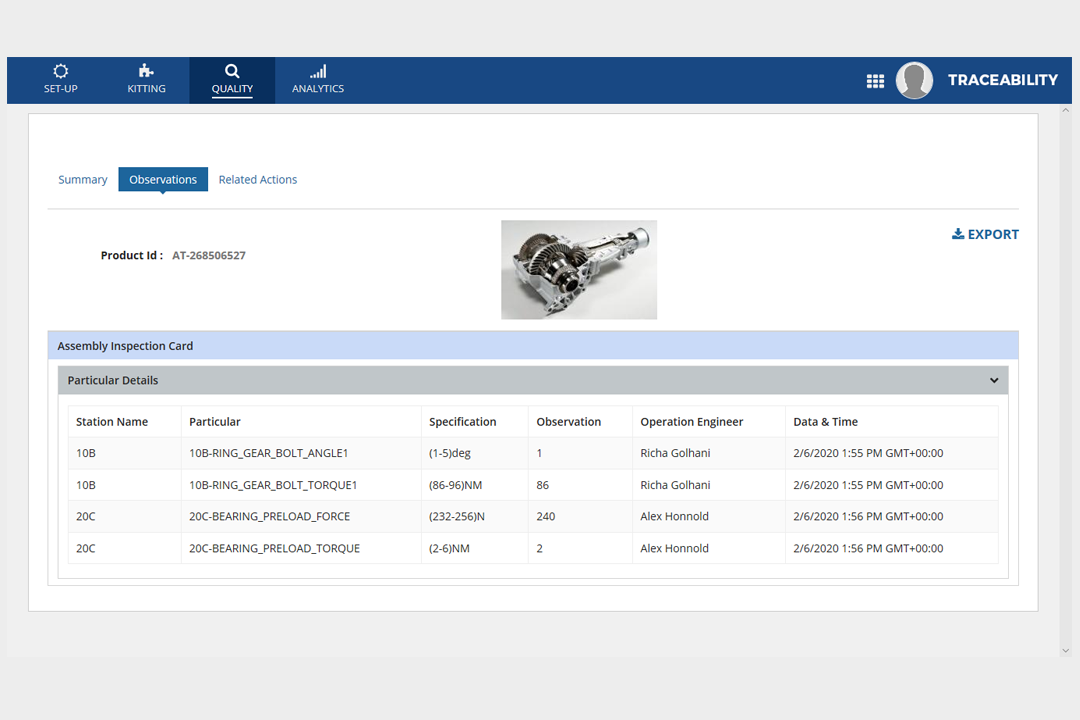
Observations record page
-
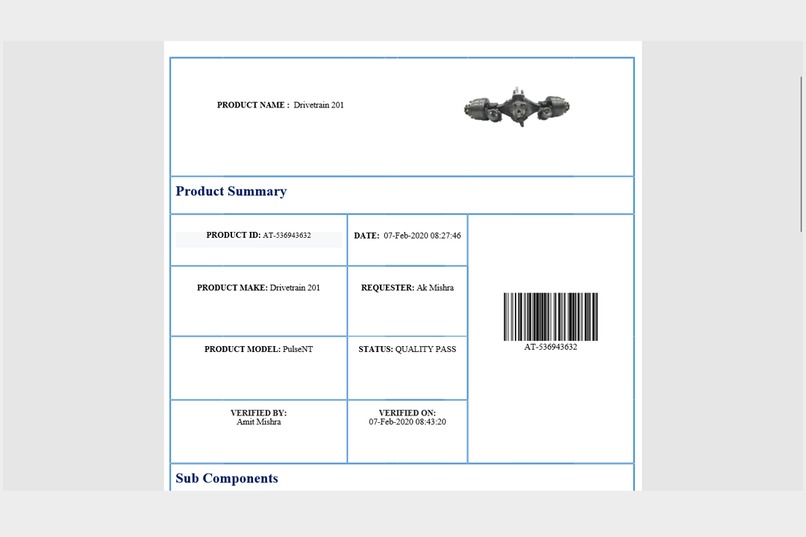
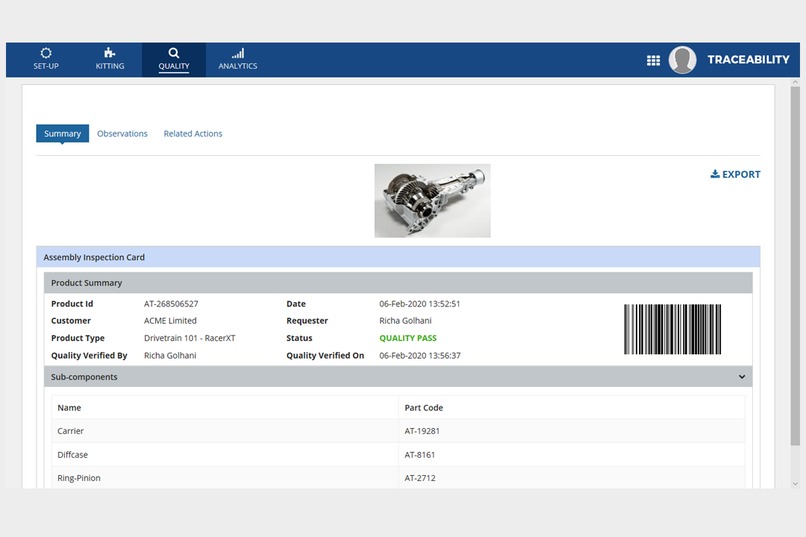
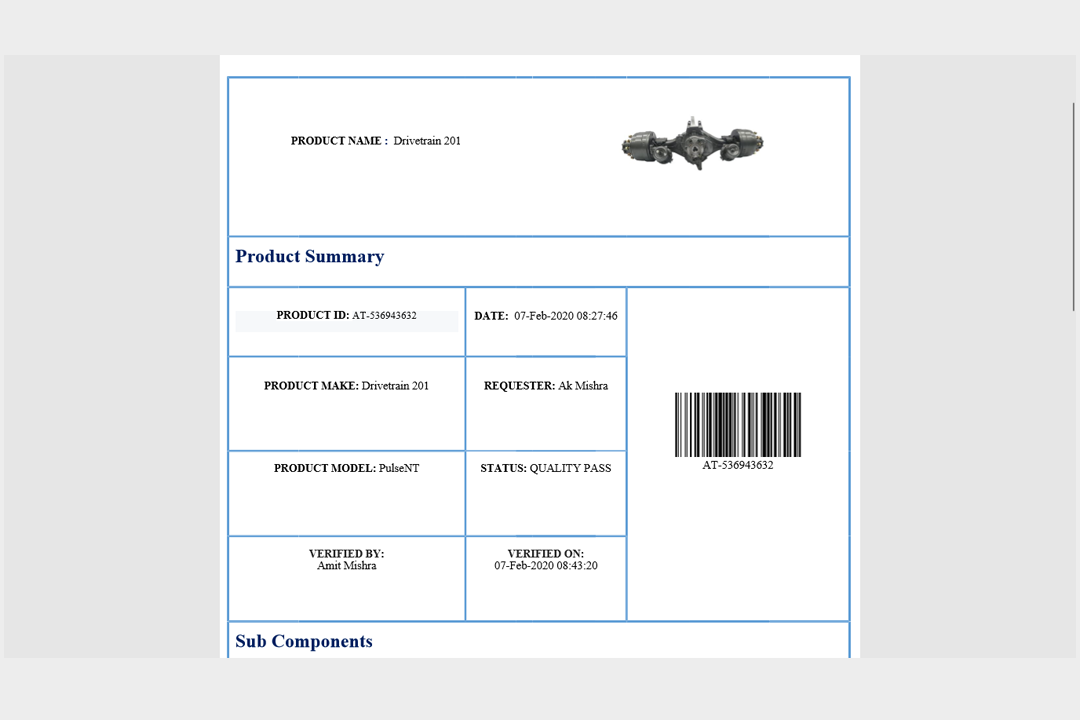
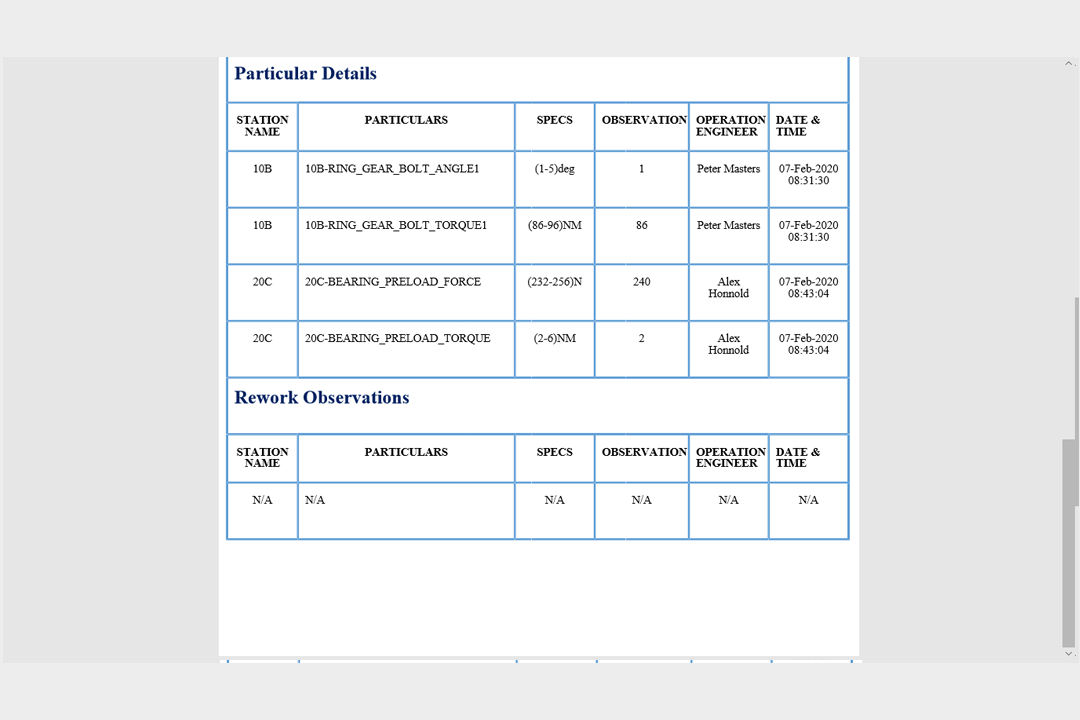
Assembly Record - Generated PDF Document
-
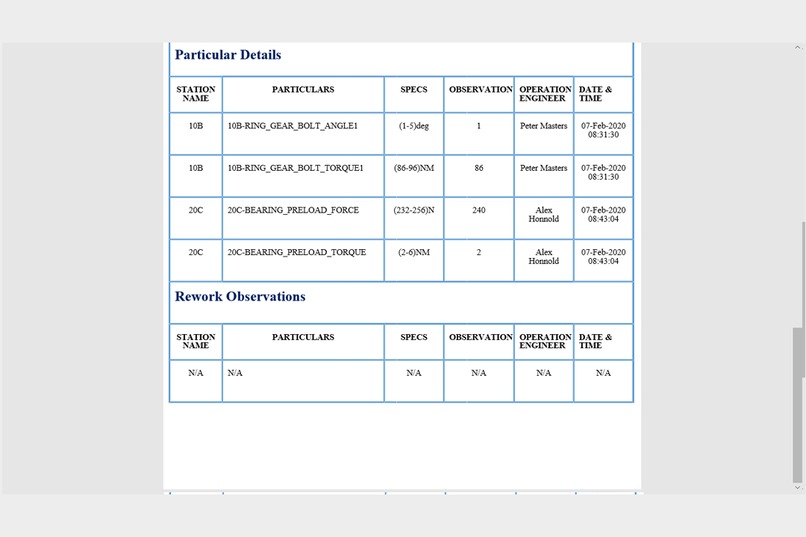
Generated PDF document - Assembly Observations
-
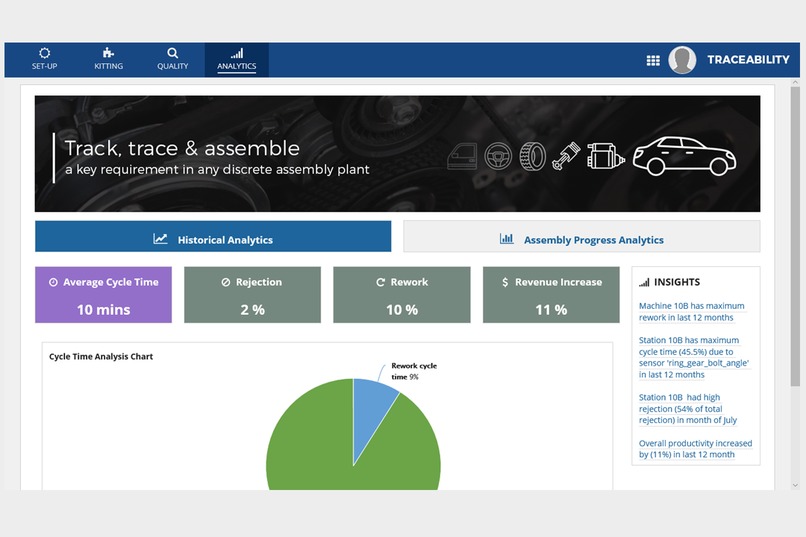
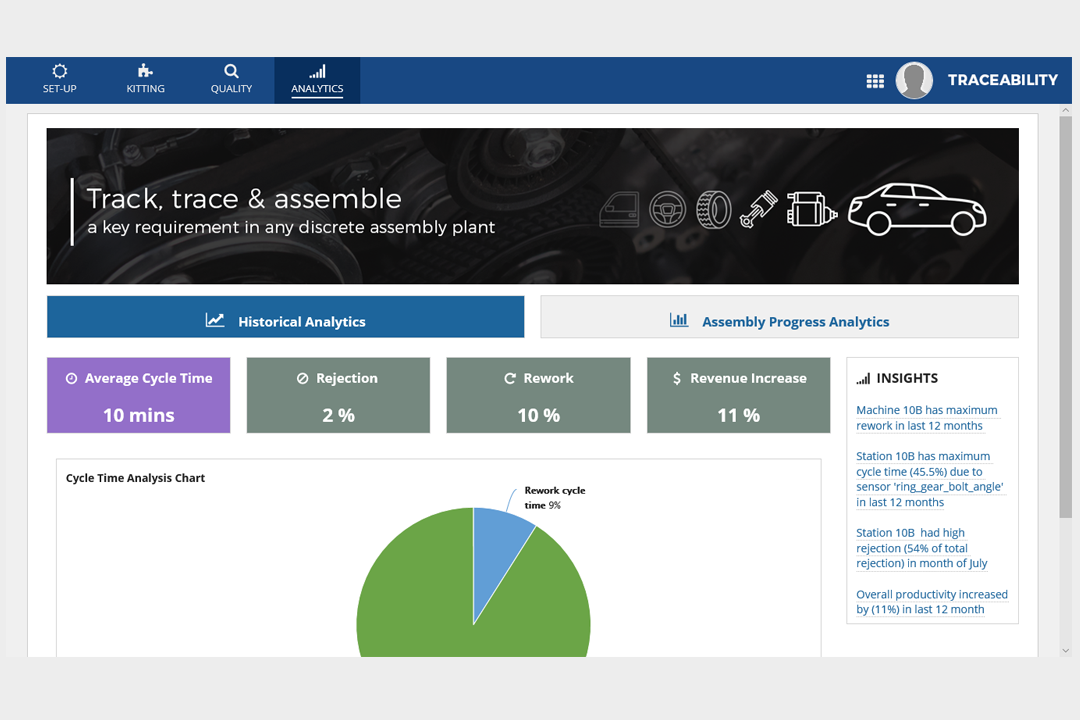
Analytics Dashboard - Average Cycle time of Assembly
-
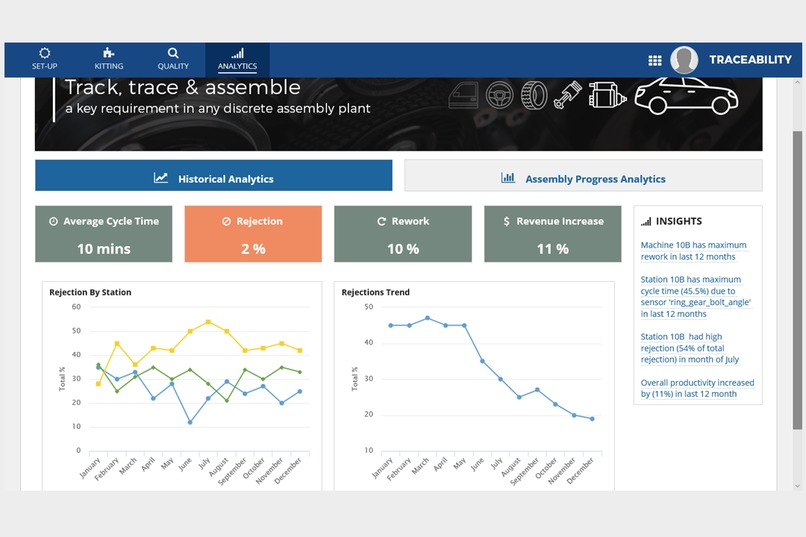
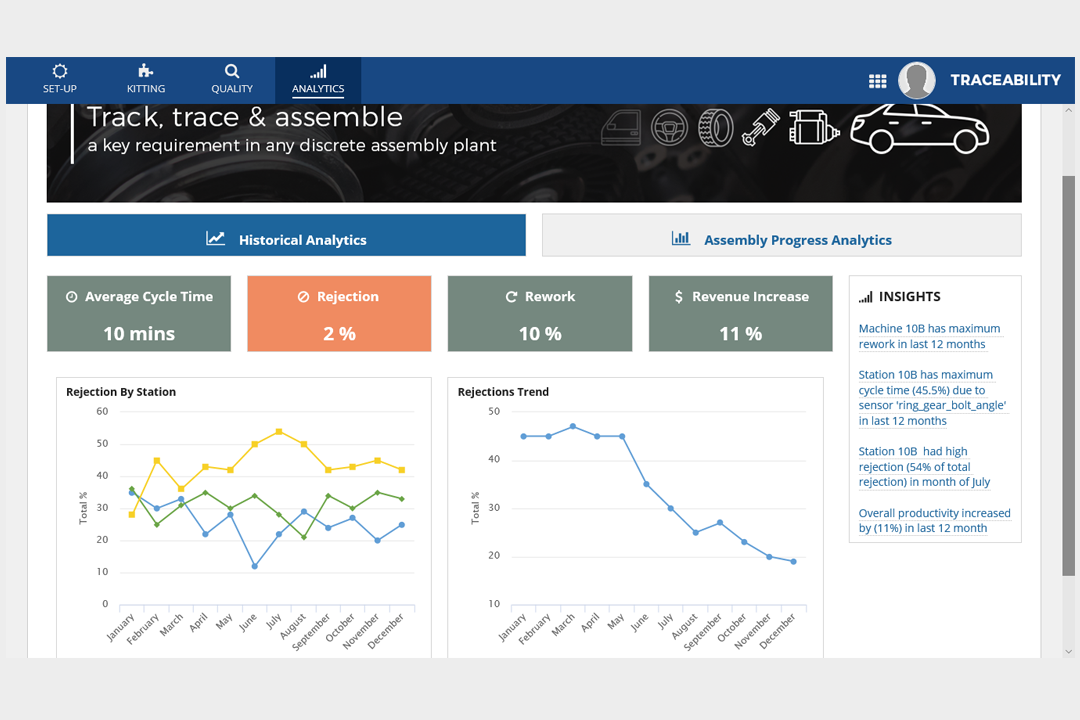
Analytics Dashboard - Rejection Chart
-
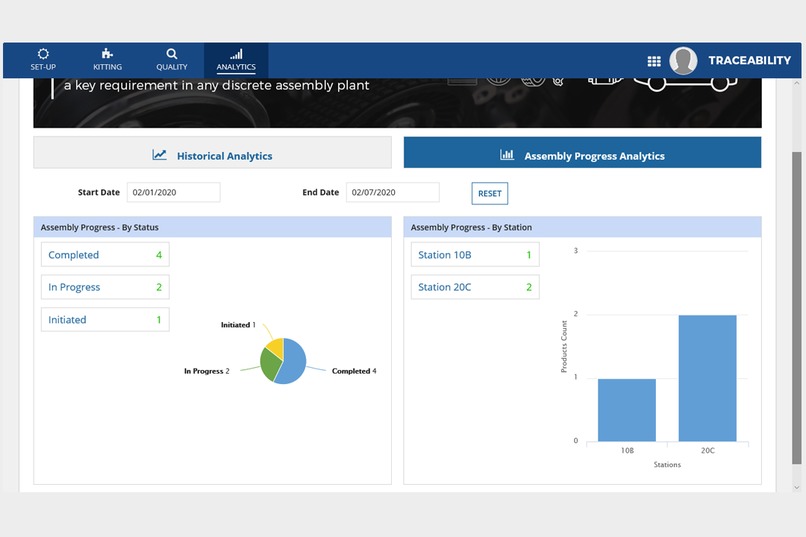
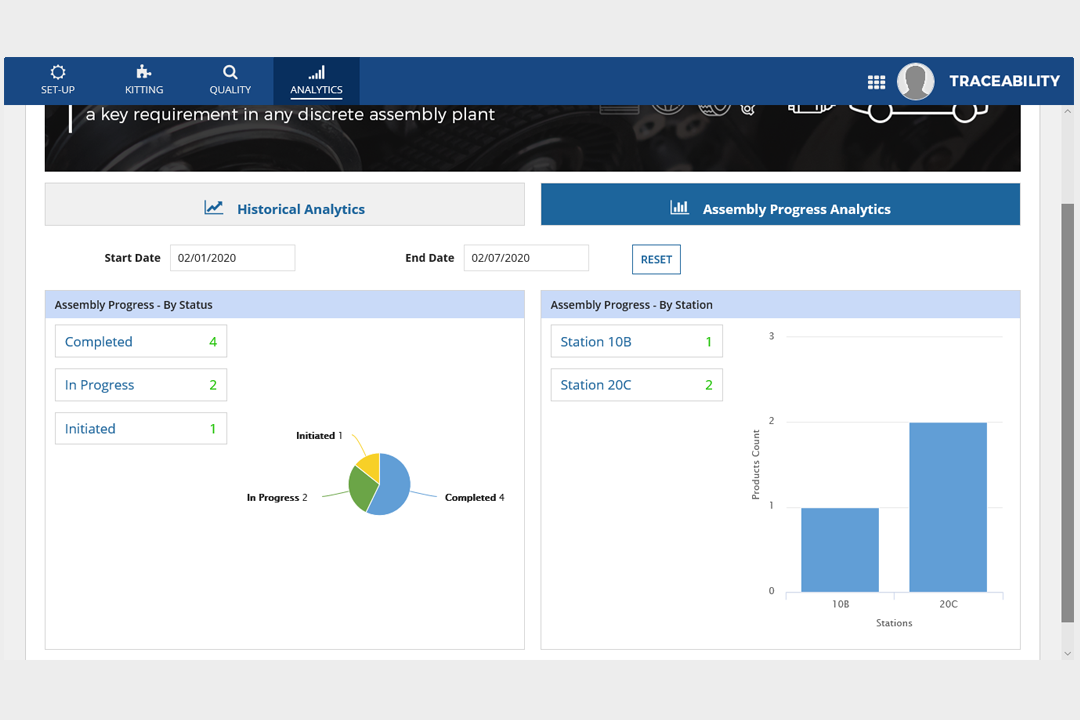
Assembly Progress Analytics - Chart Report

Inspiration
According to a report published by Acumen Research and Consulting in June 2019, the global track-and-trace solutions market is estimated to grow at a CAGR of at least 18% between 2019 to 2026 to reach a market value around USD 7.2B by 2026. The application of traceability spans across and brings immense value to various functional aspects of manufacturing, including quality improvement, process improvement, cost management, risk mitigation, regulatory and process compliance that, consequently, enrich the customer experience and organizational branding. Hence, it is imperative that traceability solutions deliver timely and error-free information that is extremely hard to achieve with traditional manual processes. Automated traceability solutions that capture, store and manage product attributes and process flows throughout the different stages of product lifecycle are becoming crucial to the manufacturing operations.
What it does
Traceability is a key requirement in any discrete manufacturing or assembly plant , It helps in process improvement, better quality, regulation compliance, defect resolution and brand integrity. Persistent’s Traceability application enables automated capture, storage, management and analysis of data collected directly from the various manufacturing and assembly systems during the different stages of production. The IoT-enabled application architecture is based on recent technology advances in Industrial IoT and data analytics that enables real-time and error-free capture of data directly from the SCADA systems and PLCS, while supporting high scalability and flexibility in its functionality.
How we built it
The initial use-case required tracking of all components and attributes of an automotive product assembly as the product transitioned through stages of the assembly line. We chose the Appian platform as it offered a strong Business Process Management engine, visualization and reporting capabilities. As part of the solution we integrated PLCs using Industrial IoT gateways supporting different industrial protocols such as MODBUS, Profinet. Barcodes of the components were read using bar-code scanners.
Challenges we ran into
It was a challenge to build a generic solution for all the data capturing needs across various stages and the data captured to be made available in real-time for further analysis. Complexity of integrating solutions on the manufacturing floor with different machines and equipment.
Accomplishments that we're proud of
Today the Traceability solution based on underlying technologies such as Workflow-management, Data Acquisition, Visualization and Analysis can support a wide range of potential use cases in the following areas:
Production: Real time tracking and visualization of product and production tools with component-wise traceability Enhances Quality of products and results and in Better Utilization of the assembly line. Maintenance, Supply Chain & Logistics : Maintenance, Supply Chain & Logistics Real-time visibility of raw material flow, inventory monitoring and optimization, Fleet Management, Warehouse Management to deliver Operational Efficiency. Sales & Customer Experience: End to end tracking of Product availability, Proactive Monitoring, Product
What we learned
Digital solutions require that the people change their mindset and adapt to new ways of working. The factory floor worker is not very tech savvy hence the solution needs to have a very intuitive and simple user interface.
What's next for Traceability
A Digital thread i.e. data and information that connects various assets, products being manufactured and their supply chain through the entire product life-cycle will be the norm in digital manufacturing. This will result in better productivity, efficiency and improved business outcomes.
Built With
- amazon-web-services
- appian
- azure
- database
- integration
- plc
- sail
- simulator






Log in or sign up for Devpost to join the conversation.