-
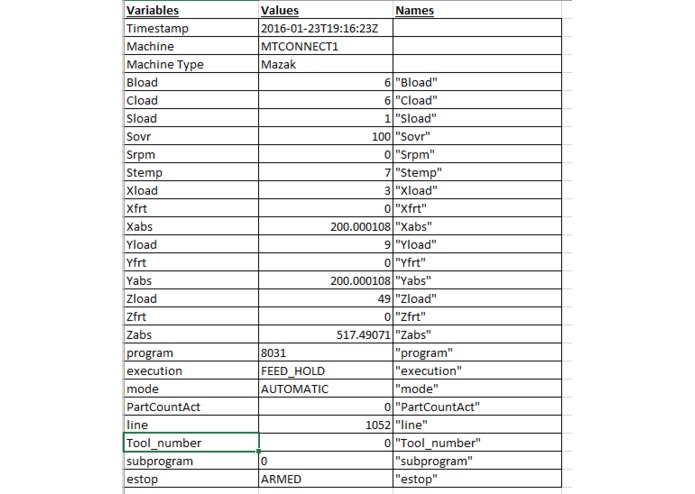
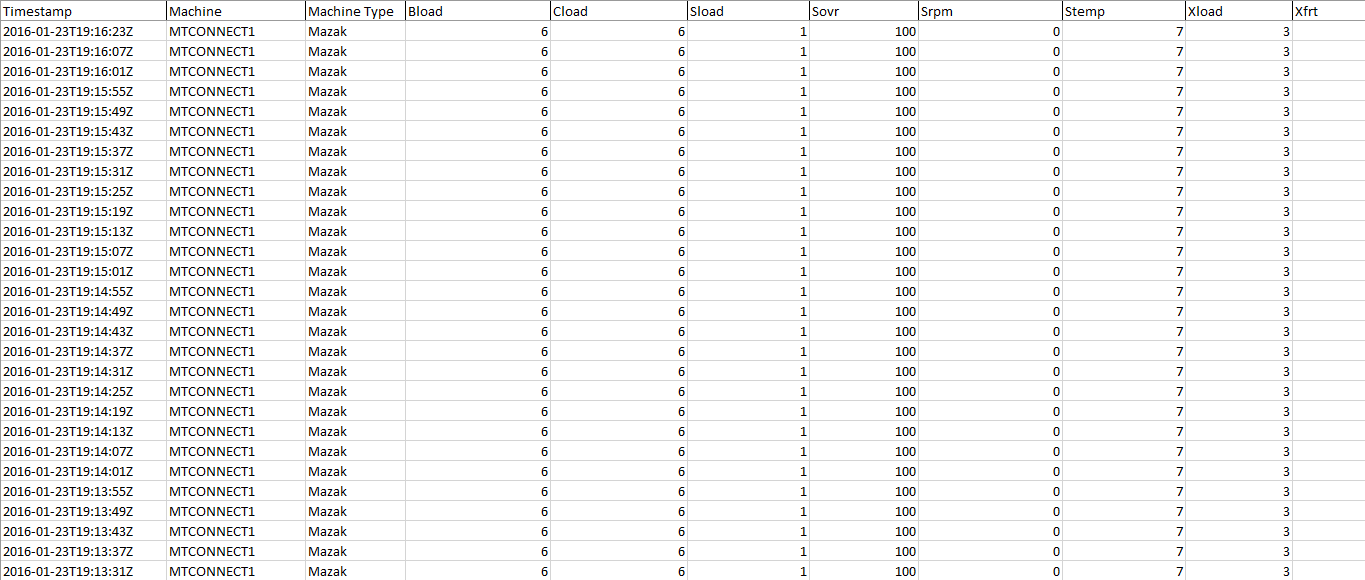
Filtered OP Sheet
-
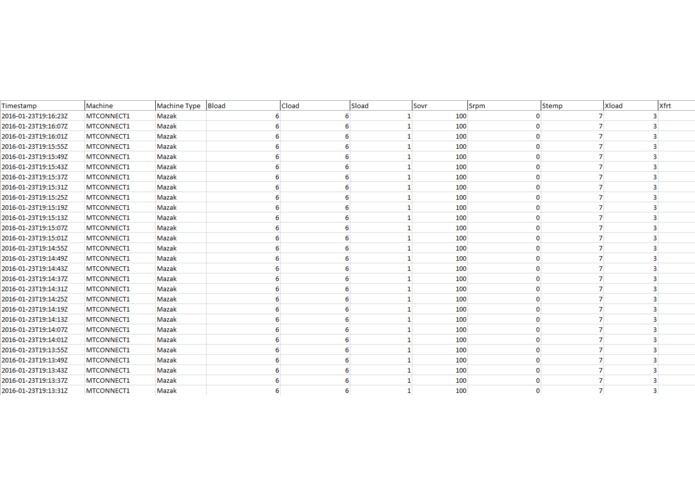
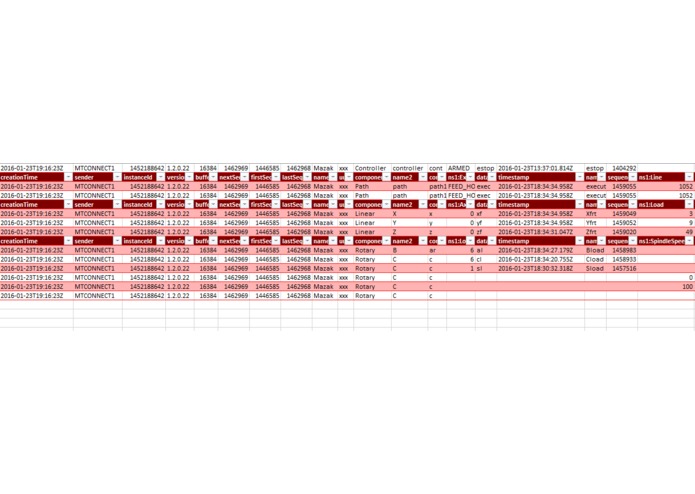
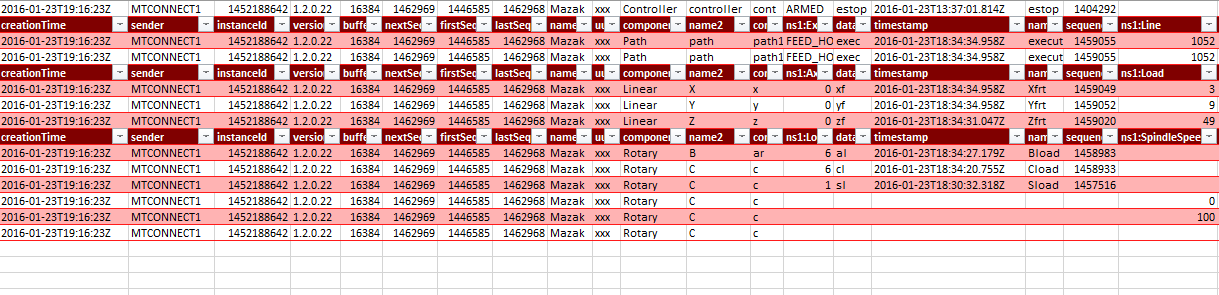
Machine Log Sheet
-
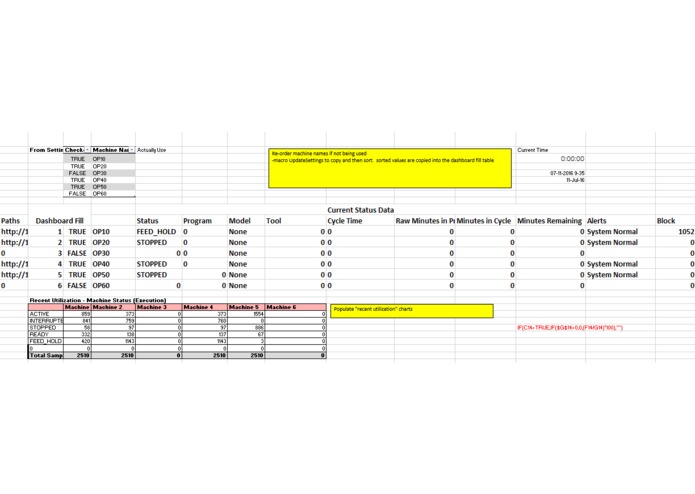
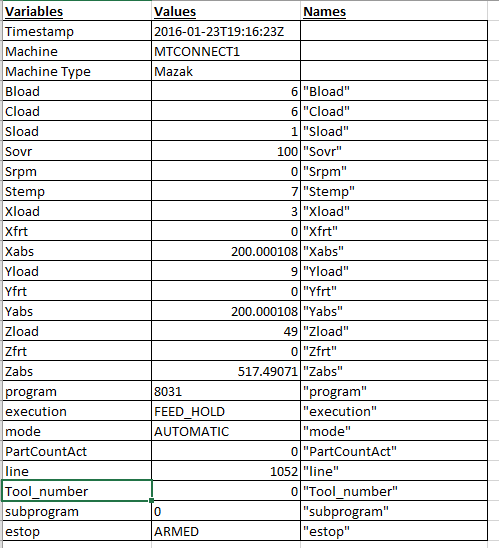
Formula Population Sheet
-
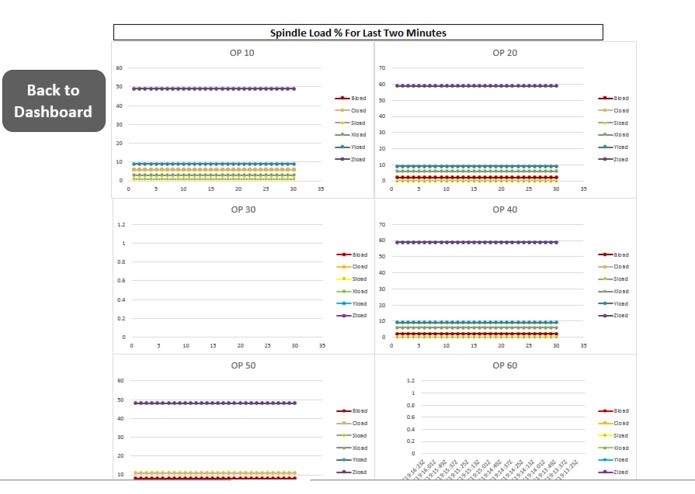
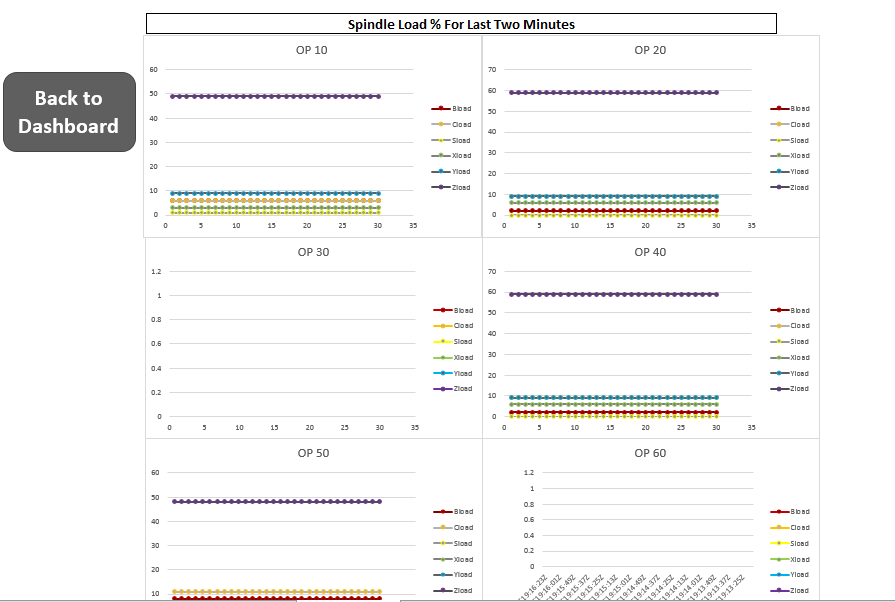
Spindle Load Graphs
-
Query Sheet
-
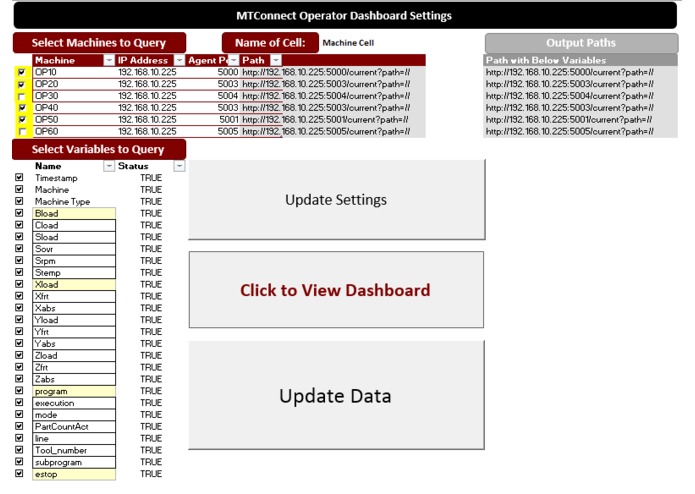
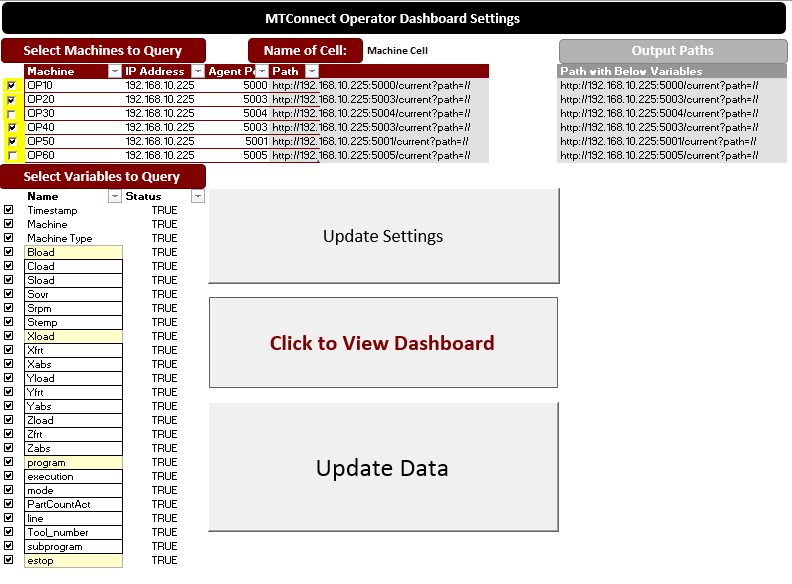
Settings Sheet
-
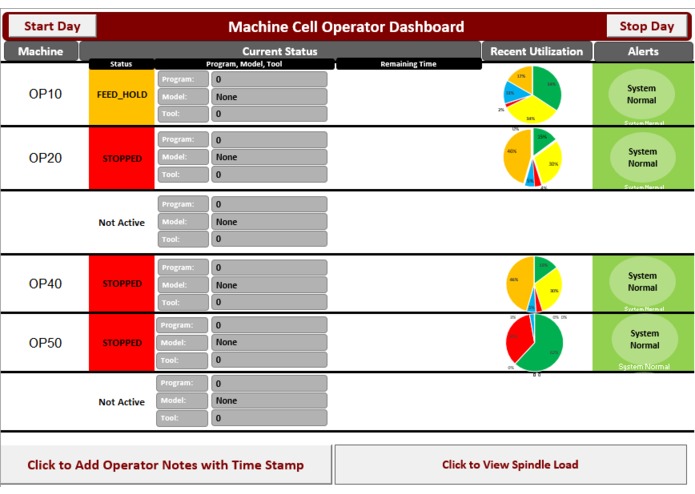
Front Panel


Goal
The goal of this project was to create a dashboard that allows an operator to manage all of his machines in a machine cell and also increase visibility of machine status to shop floor managers. Since a machine cell will be an automated process, it would be difficult to check machines consistently and reliably. Since each machine has the ability to link up through MTConnect, the operator could check a dashboard and see near real time data as he runs his machines. The Dashboard would parse the MTConnect data it would receive before then presenting it in a format that allows people who are unfamiliar with the MTConnect layout to understand.
Creativity and Innovation
The front panel of the dashboard updates the machine operator on the current status of each of the machines in a cell or the shop floor, updates the alert status of each machine, and tracks utilization of each machine. What makes this different from other dashboards, is the use of easily accessible features in Excel. There are dashboards such as Merlin, developed by Memex, which track shop floor machines as machines are running utilizing MTConnect. However like Memex there is a license and financial cost associated. With Excel, there is no license cost except to Microsoft for using it. This also allows companies to develop their own software and utilize MTConnect how they need it.
Excel has the capability to establish data connections and import over XML script. Using Visual Basic, it can automatically refresh the data at certain time intervals. Each time the MTConnect data updates, Excel creates an entry into a log. This in turn updates the main panel of the dashboard and any graphs the operator should need. Depending on what the operator wants to track, Excel can parse out certain data variables of MTConnect or import the entire “current” status of the machine. For this dashboard, the variables used were to identify utilization of the machine, track the recent status of the machine and establish alerts for the operator.
Benefit to Manufacturing Intelligence
Machine usage over a shift would ideally be 100%. However, this is not always the case and sometimes it is hard to identify the problems that occur during a shift. If an operator is in charge of multiple machines, it is hard to reliably check and monitor each machine over time. This can lead to part defects or damage to the machine and time wasted. The dashboard helps track the utilization of the machine. The operator/engineer can then see how much each machine is in use during the shift as the dashboard updates. The dashboard then updates each machine with a recent status. The recent status includes alerts, remaining time on a part, model, part, current execution status and the tool in use. While this will not take out the necessity of an operator traveling to each machine to check on it, a quick glance allows the operator to see what each machine is doing at a specific time. This dashboard would help increase the monitoring of each machine and maximize the utilization of each machine.
The alerts monitor the loads on each axis and the spindle, the RPM of the spindle and the override of the spindle. The operator can set threshold values on each of these different alerts. The front panel of the dashboard notifies him if any of the alerts trigger. The operator can then go over to the machine and view what might be causing the threshold to trigger. Another item is the axis and spindle loads chart over time. In the gallery there is an image of this sheet titled Spindle Load graphs. While monitoring these graphs, the operator/engineer can take a note of when the load is increasing too much and make a judgment on that by writing a note in the Operator notes. The Operator can monitor other variables in a similar manner.
As a shift ends, the dashboard logs can save to separate files and allow a person to see what the machine was doing at each MTConnect entry for each machine. For example if the emergency stop triggers, the dashboard would be able to record the data at the update, what part the machine was manufacturing, the positions, how fast the machine was going, the load on each axis etc. An analysis of data could then go on to say what went wrong. Was the machine moving too fast? Was it out of position? The MTConnect data could answer these questions and then move on to help identify a solution to the problem. Establish a baseline to make sure the machine does not move too fast, or make edits to the G-code of a program.
MTConnect allows for ease of monitoring and with a circular buffer allows for the viewing of data over time. However, it does not allow easy access for data over an entire shift or historical data. While this might seem like an overwhelming amount of data, the dashboard data has uses for analysis. The data shows trends. For example, there could be a decrease in utilization when a certain part goes through or during a certain point of the day. This could lead to changes to increase machine use during that time or make part changes. An analysis of the data could show when machine crashes or tool breaks occur if there is a pattern. The MTConnect data could lead to the causes of that crash and then the steps to minimize the amount of them.
Practicality of Concept
There are few costs to implement this on the shop floor. First, the machines must have MTConnect Agents and Adapters. These in turn must connect to a single shared network or directly into a computer running the dashboard. It does not have to connect to the Internet but it must link to a computer on the network. Then the computer must have Excel. Excel can call the data using the machine MTConnect IP addresses. This is a low cost solution, that moves around the need for additional software for a facility. The time factor would vary depending on how the dashboard is setup to match the users machines and their needs. Changes could involve changing some of the back panel code (Visual Basic Code) or adding more machines to the dashboard. The dashboard was originally designed for a machine cell, but could even monitor machines not in the same cell.
Impact on Industry
This dashboard has been tested on both Okuma and Mazak machines. Something that changes between the different brand of machines are the variable names. The variable names also change based on the type of the machine, such as Lathe, Mill, Multus, VCU etc. The XML layout also changes based on a machine. However, the dashboard can monitor multiple types of machines at the same time. Machine Utilization might change based on a shift from machine to machine, operator to operator or facility to facility. However, the dashboard can be customized to meet those changes, by changing the VBA code or formatting in excel. This makes it easier to implement in a variety of situations.
Ethan Wescoat Roby Lynn Georgia Institute of Technology




Log in or sign up for Devpost to join the conversation.