-
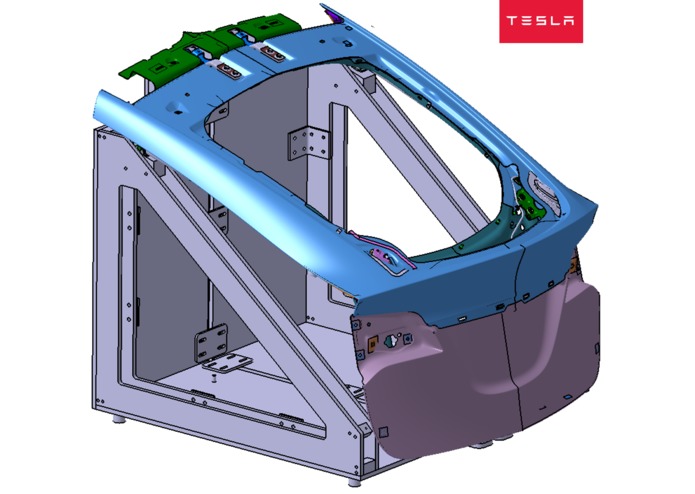
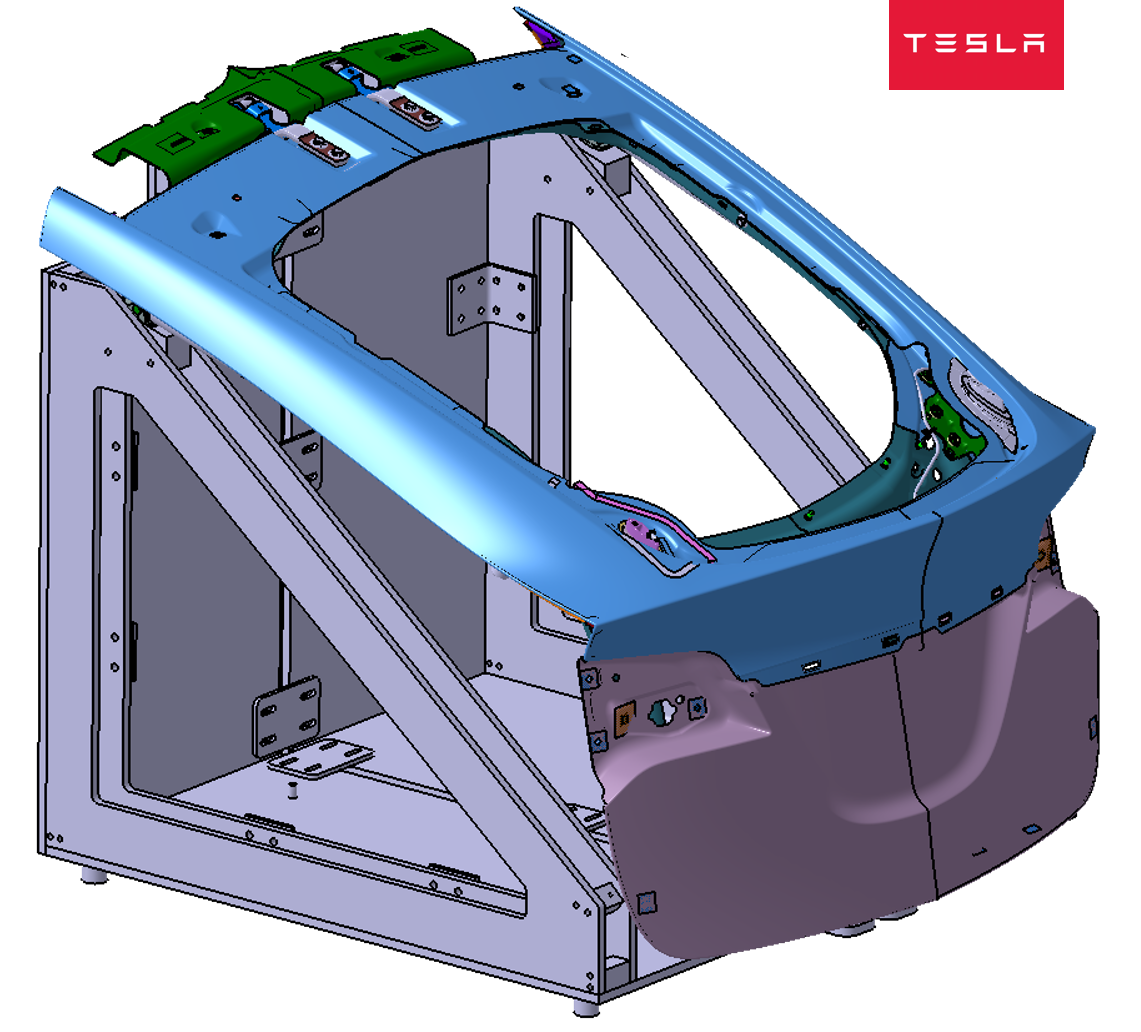
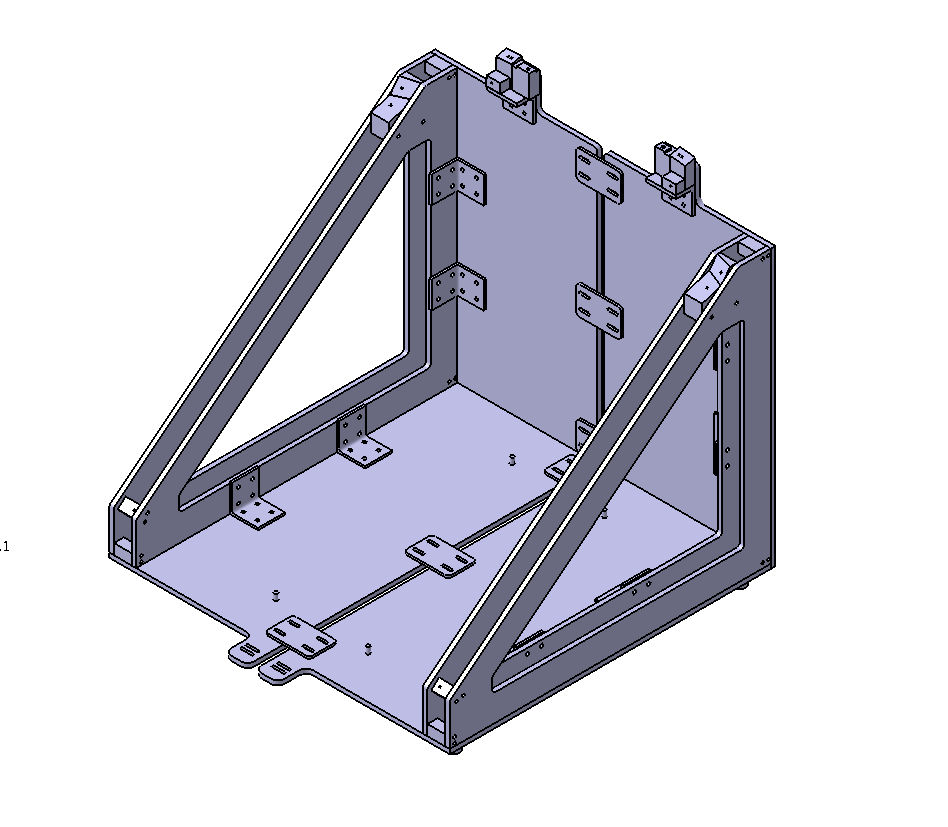
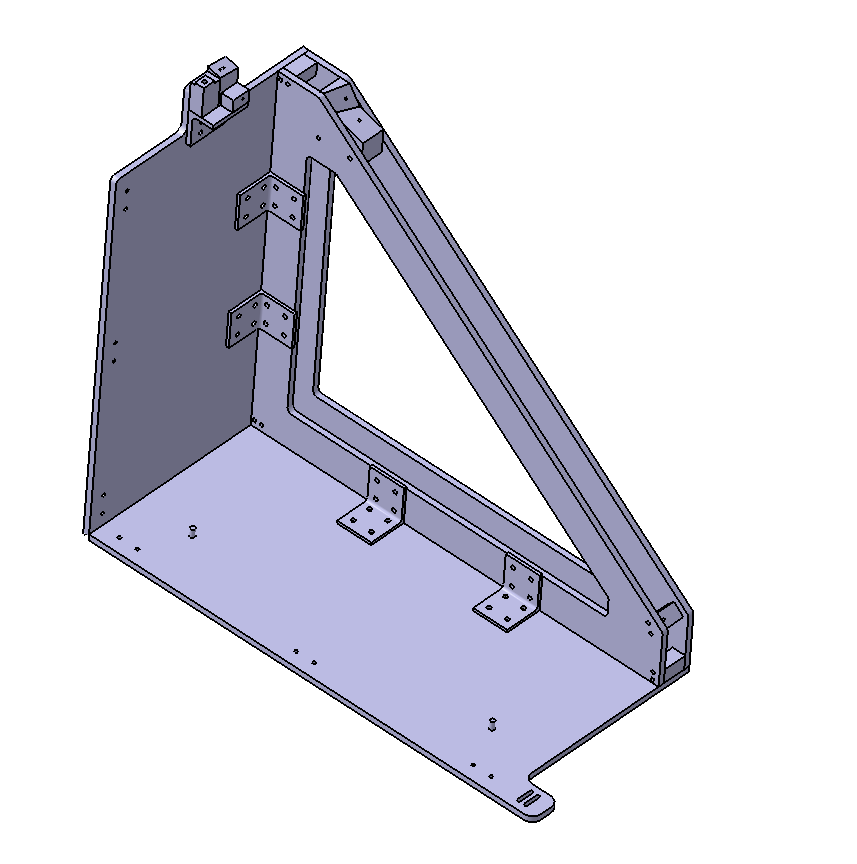
The final design of the lift gate.
-
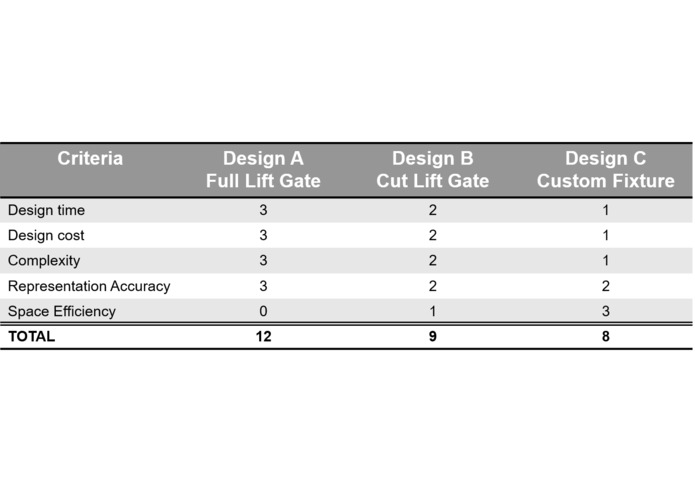
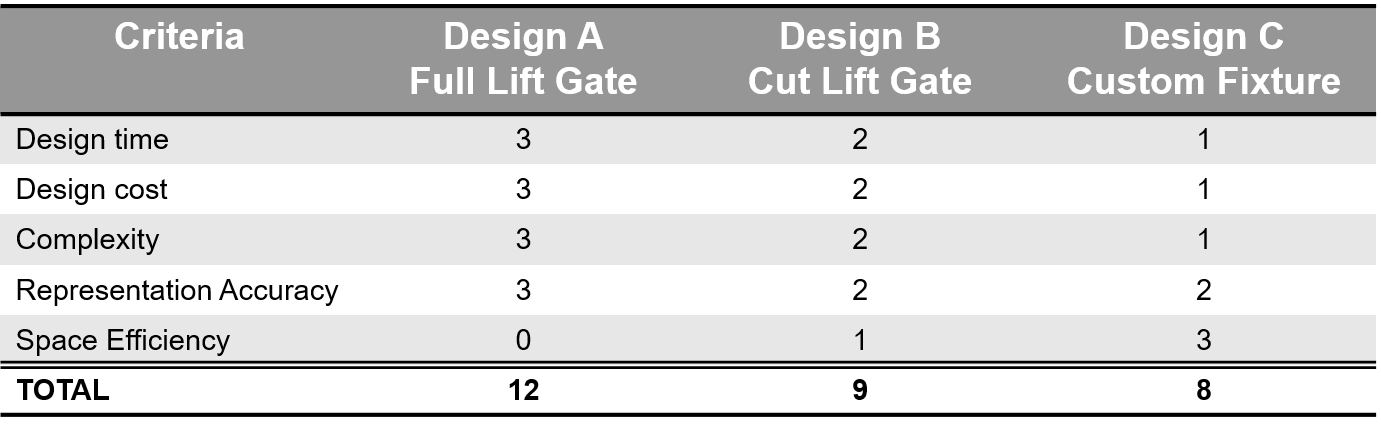
Figure depicting simple decision matrix comparing proposed designs.
-
-
-
-
-
Disclaimer
This is a broad overview of this project, which was done for Tesla Motors. Some details of the project are confidential. For an extensive analysis of the design of this fixture, please read the report here. The end result of this project was a fixture that was approximately 33% cheaper and took about 50% less time to design than the next best design.
Purpose
This project was done for Tesla Motors, as part of my internship there. This fixture is used to conduct benchtop firmware development and regression testing. It needs to accurately recreate all of the loads that the electrical components experience in a full vehicle assembly. However, the space allotted for the rig is much less than the space required for a full vehicle. Thus, a fixture needs to be designed to simulate the loads and movement of the power lift gate, henceforth referred to as PLG.
Criteria and Constraints
The main constraint for the PLG rig was that it had to fit within the space allotted in the firmware testing lab. The criteria included a short design time, low design cost, low complexity, and high representational accuracy to the full-vehicle system.
Design Propositions
Three designs were considered, as can be seen in the figure attached to this project. In the simple design matrix shown in the figure, a 1 represents a least favourable solution while the 3 represents the most favourable solution. The design matrix shows that Design A was the best design. However, it did not fit within the allotted space (hence the 0 for space efficiency), and thus was discarded as an option. Design B was chosen.
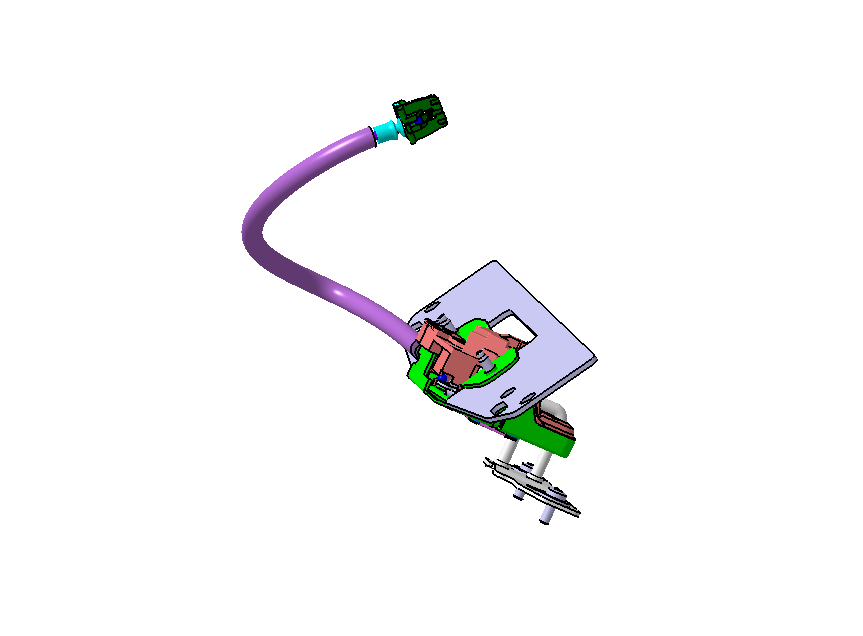
Design Approach
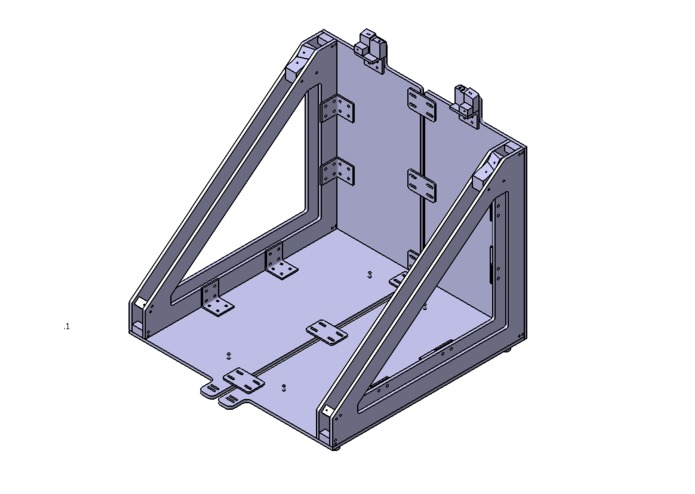
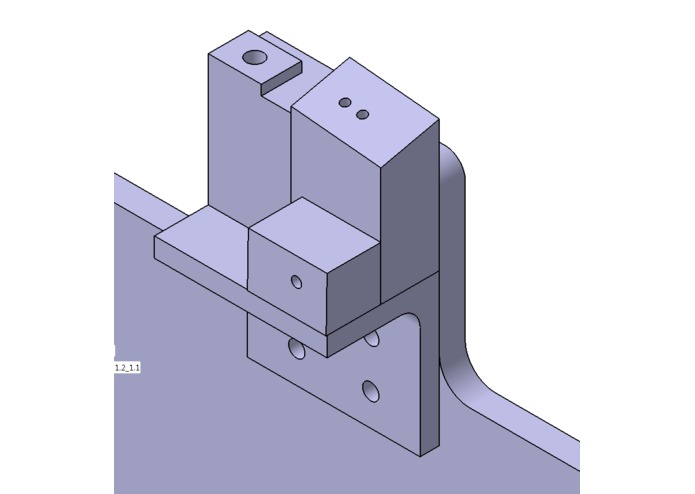
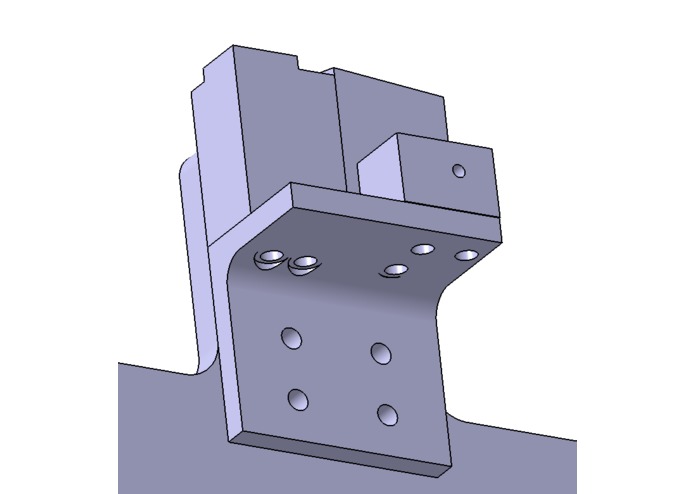
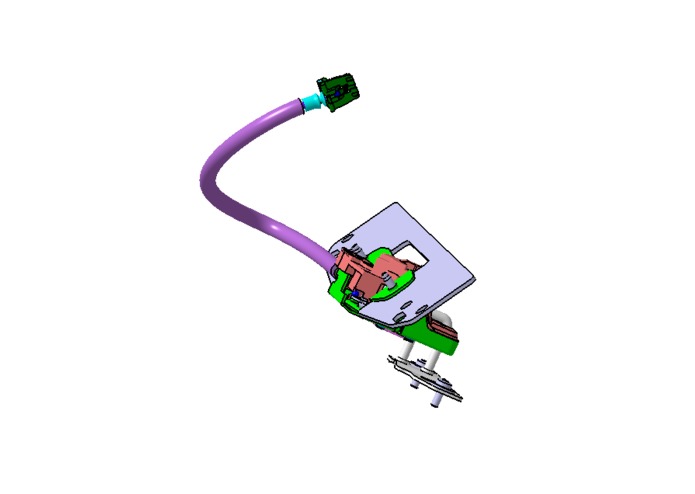
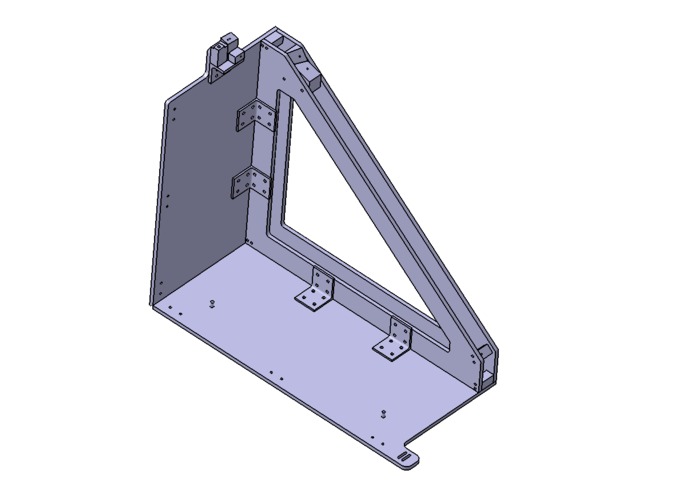
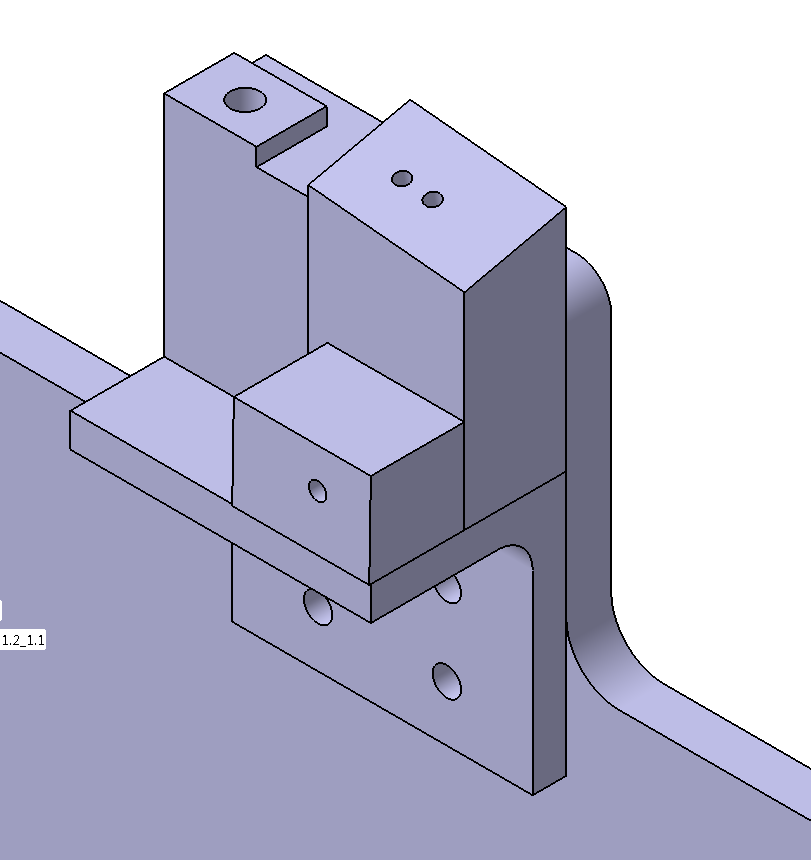
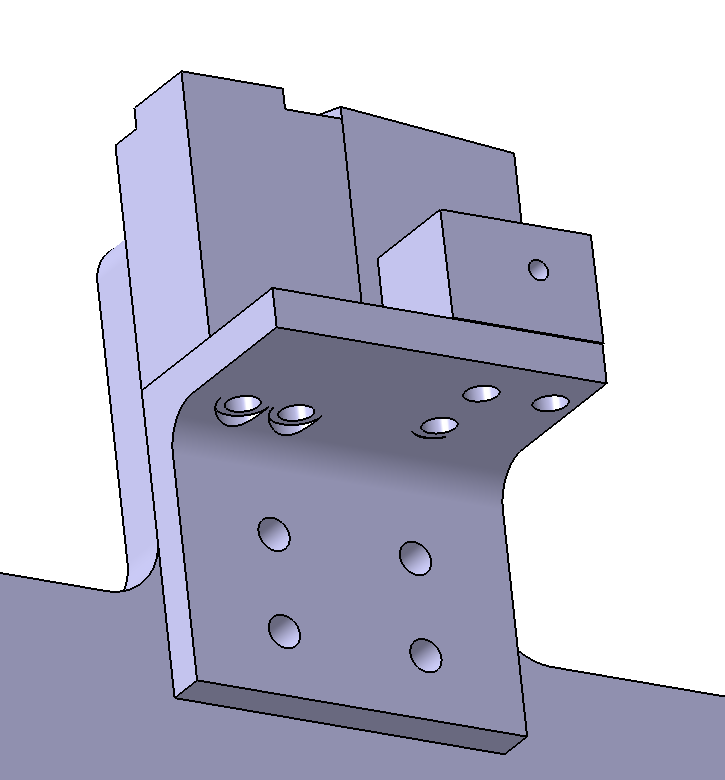
To decrease cost and increase representational accuracy, a mix of custom and production parts were used. The production liftgate was cut between the hinges and shortened by 12 inches. Blocks of aluminum were CNCed to create very accurate mounting points, mating the production parts to the custom base. Plates of aluminum were used to support the mounting points. For more info, please read my report, titled "Design of a Model X Power Lift Gate Testing Fixture"
Results
This lift gate fixture was about 33% cheaper and took 50% less time to design than the next best design. It fulfilled the constraint and satisfied the criteria. It was cheap to manufacture and simple to assemble. The design concepts used in this project will be used in future lift gate testing fixtures.
Built With
- catia


Log in or sign up for Devpost to join the conversation.