-
-

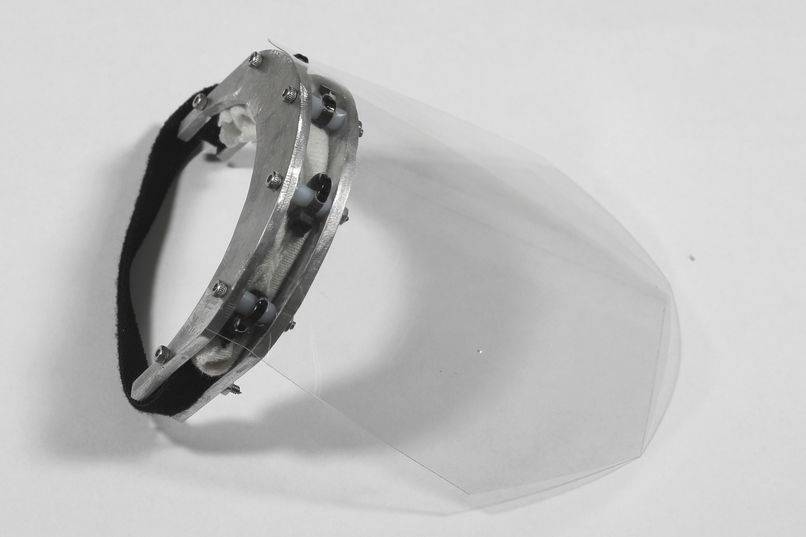
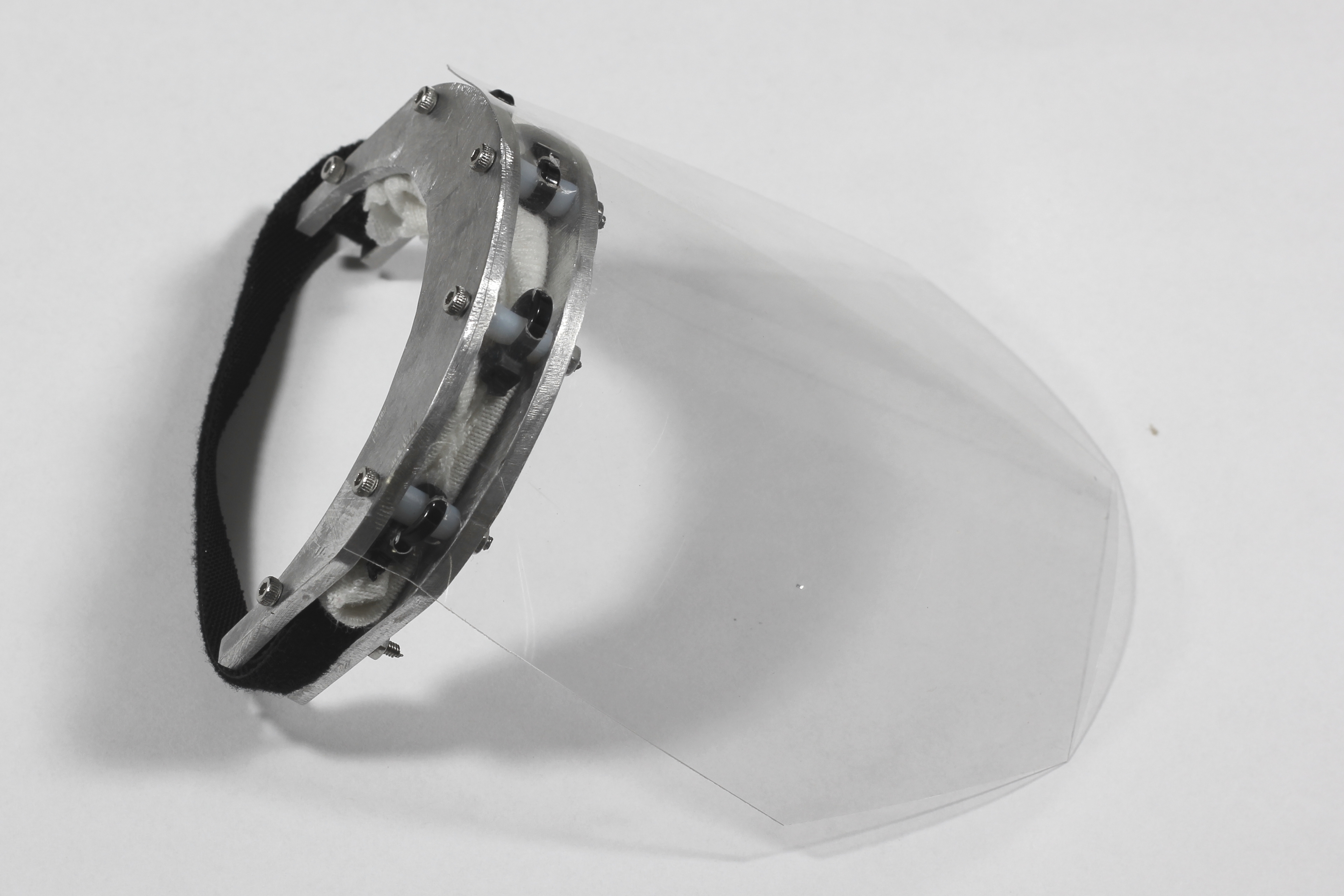
Functional prototype main view
-
Functional prototype alternate view
-

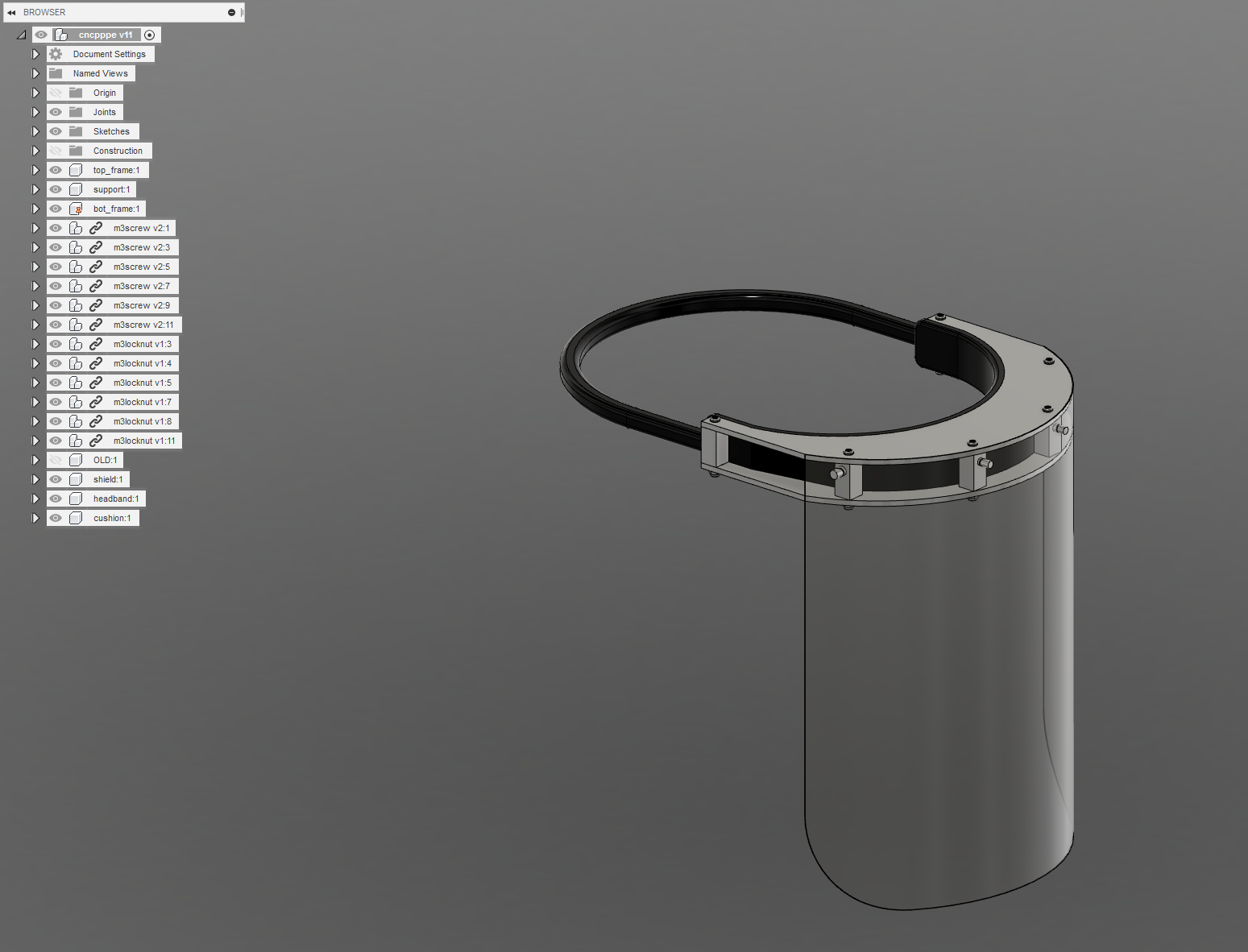
Fusion 360 model screenshot
-
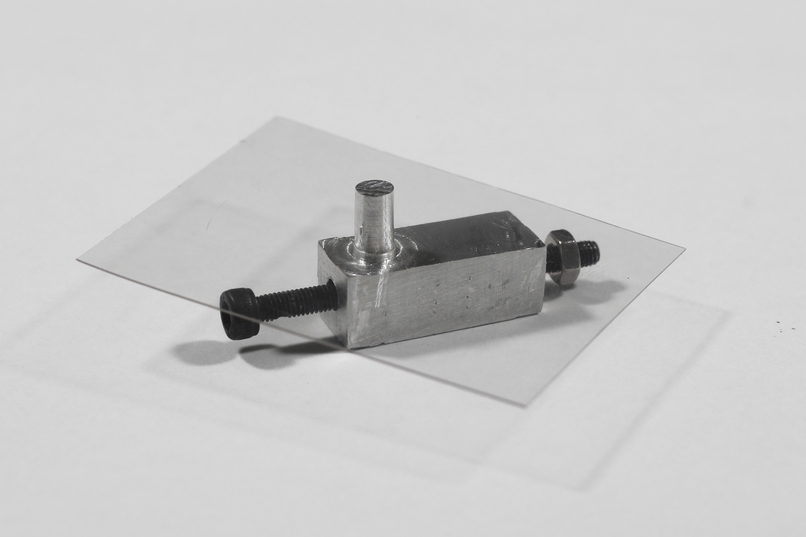
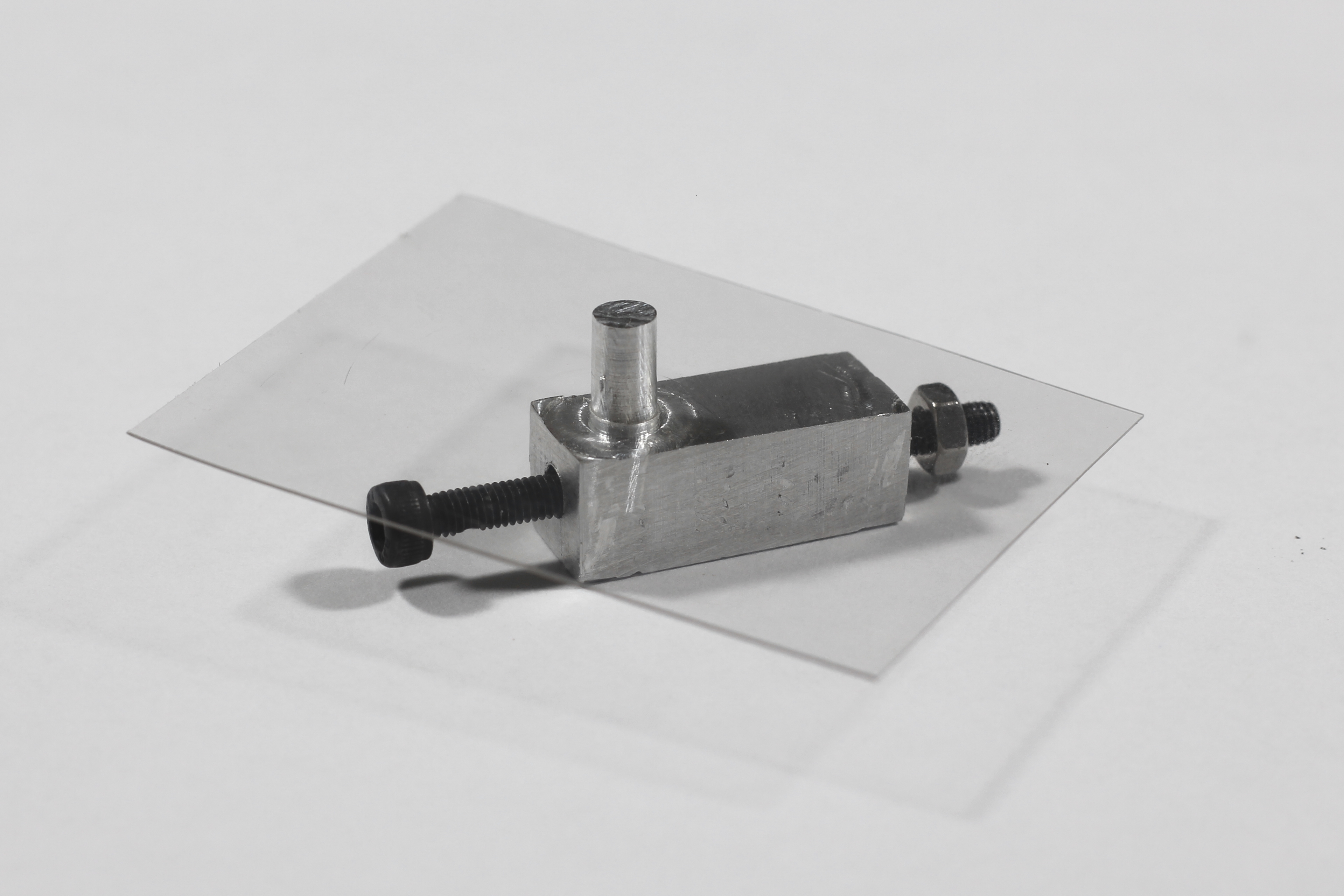
Full sized standoff test
-
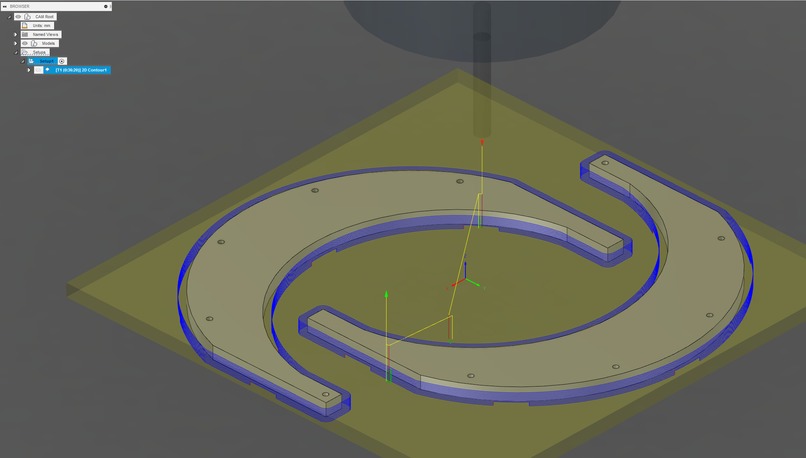
Prototype CNC gcode path
-
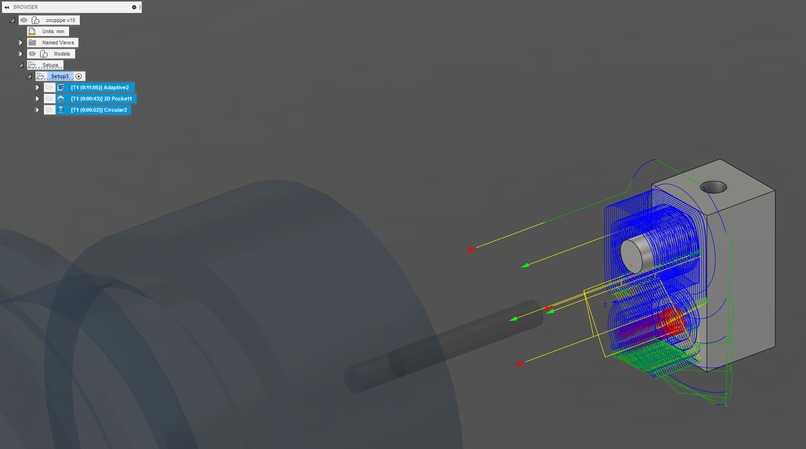
Standoff CNC gcode path
-

Render of the CAD model
-

Billy goat wearing the Billy Face Shield





Billy Face Shield
Abstract
The Billy face shield is designed to reduce plastic waste of plastic frame COVID face shields by offering a platform that can be sterilized and reused. The Billy face shield is made of an aluminum frame and a clear plastic visor. The aluminum frame of the Billy face shield will not melt when put into common hospital autoclave cleaning devices. The frame can be made with “maker” tools very similar to widespread Prusa 3D printers. Specifically, an OpenBuilds CNC Mill was used to cut the aluminum plates of the frame. This $900 CNC mill is as accessible to makers as the $1000 3D printers used to make plastic frame face shields. The clear plastic visor of the Billy face shield is identical and compatible with popular Prusa 3D printed face shields, supporting cross-compatibility. I created a successful 50% scale mock up scale model as a proof of concept. Overall, this alternate face shield design will help augment plastic only face shields by giving users the option of reuse of the frame and therefore reducing the total plastic waste.
Introduction
It is truly noble that makers from around the world are taking a stand against COVID. The well known 3D printer manufacturer Prusa is one such maker group who is taking a stand. They have designed and produced a single use PPE face shield for the COVID epidemic. The Prusa face shield is made from a clear front visor and a 3D printed frame. The frame of the Prusa face shield is printed on their 3D printers. The Prusa face shield has gained widespread use to help a lot of caregivers. However, the next step forward is to make a face shield that is more sustainable and uses less plastic. One way of accomplishing this is to reuse the plastic frame of the face shield after it has been sterilized. However, the common disinfecting method of autoclaving is not compatible with the plastic frame of the Prusa face shield.
Proposed Solution
Autoclaving is a simple and fast way to ensure a piece of PPE can be reused. The issue with Prusa face shields is that they cannot be autoclaved without melting. The logical solution is to use a material that is aesthetically pleasing yet can be autoclaved. Therefore I have designed an aluminum based face shield to be reused. The aluminum frame will not melt in an autoclave. This new solution is not meant to replace the successful single use Prusa design but to augment and offer an alternative to the single use plastic solution, thus reducing plastic waste. This design reduces the plastic waste of the frame and not the clear visor.
Design Implementation
This aluminum frame of the face shield is unique as it has the same effective dimensions as the plastic Prusa frame. This means that the pre-existing clear visor covering is compatible with the metal frame of the Billy face shield. While satisfying this cross compatibility, the design was kept simple to be easily made on hobbyist CNC mills. Ease of manufacturing while keeping attention to aesthetics was kept at the forefront in this design. The model is made from two flat plates of aluminum and six metal standoffs. The metal standoffs have features cut into them to hold the clear plastic visor similar to the Prusa implementation. The aluminum is generally high quality material, adding to the aesthetics of the face shield.
Functional Prototype
The functional prototype has a few concessions compared to the true model. The true model and the functional prototype are both primarily aluminum. The main body is constructed out of two CNC milled aluminum plates. The functional prototype is a scale model (50% scale) as the aluminum stock I had was 100x100 [mm^2] in dimension. However, scaling meant that I could not reliably construct the aluminum mating standoffs as they would be too small to make at 50% scale. I completed the functional prototype with plastic standoffs which would be traded for metal ones on a production model. I additionally made an aluminum standoff at full size to demonstrate the mating of the clear visor shield to the standoff. Some modifications would be required to fully streamline the process to make these reusable face shield frames. Overall, the functional prototype and full sized standoff was a success and turned out great.
Engineering Skills
To create this first generation prototype, an understanding of engineering and technology is required. Specifically, a mastery of CAD (computer aided design) and CAM (computer aided manufacturing) must have been used. The CAD package that was used was Fusion 360 by Autodesk. Fusion 360 was chosen over Solidworks as Fusion 360 is as powerful in terms of CAD but additionally seamlessly integrates CAM functionality. The CAM integration allows for easy and efficient control of end use machines such as 3D printers and CNC mills. Therefore, CAM mastery is also required to create the prototype. Furthermore, an understanding of CNC mills was required to turn the CAM information into custom aluminum plates that could be used for the face shield. Overall, a full suite of engineering and technology skills from design to manufacturing were used to make the prototype.
Tools Used
A 3D printer was not used to make the functional prototype or to construct a working iteration. This is because a 3D printer can only make plastic parts. A hobbyist CNC was chosen instead. A CNC is very similar to a 3D printer and is the same as a 3D printer in how it moves and processes information. The only major difference is that a 3D printer extrudes molten plastic while a CNC removes material with a high powered cutting bit. This allows CNC machines to work with more material than a 3D printer. The ability to use aluminum means a net decrease in total plastic used. The CNC chosen, the OpenBuilds Mini Mill is an open source budget hobbyist machine. The machine in total cost $900, a comparable price to the $1000 Prusa 3D printer. This means the CNC mill used is as accessible as the 3D printers used to make the plastic frames.

Log in or sign up for Devpost to join the conversation.