-
-

State of the railgun rails prior to hackathon
-

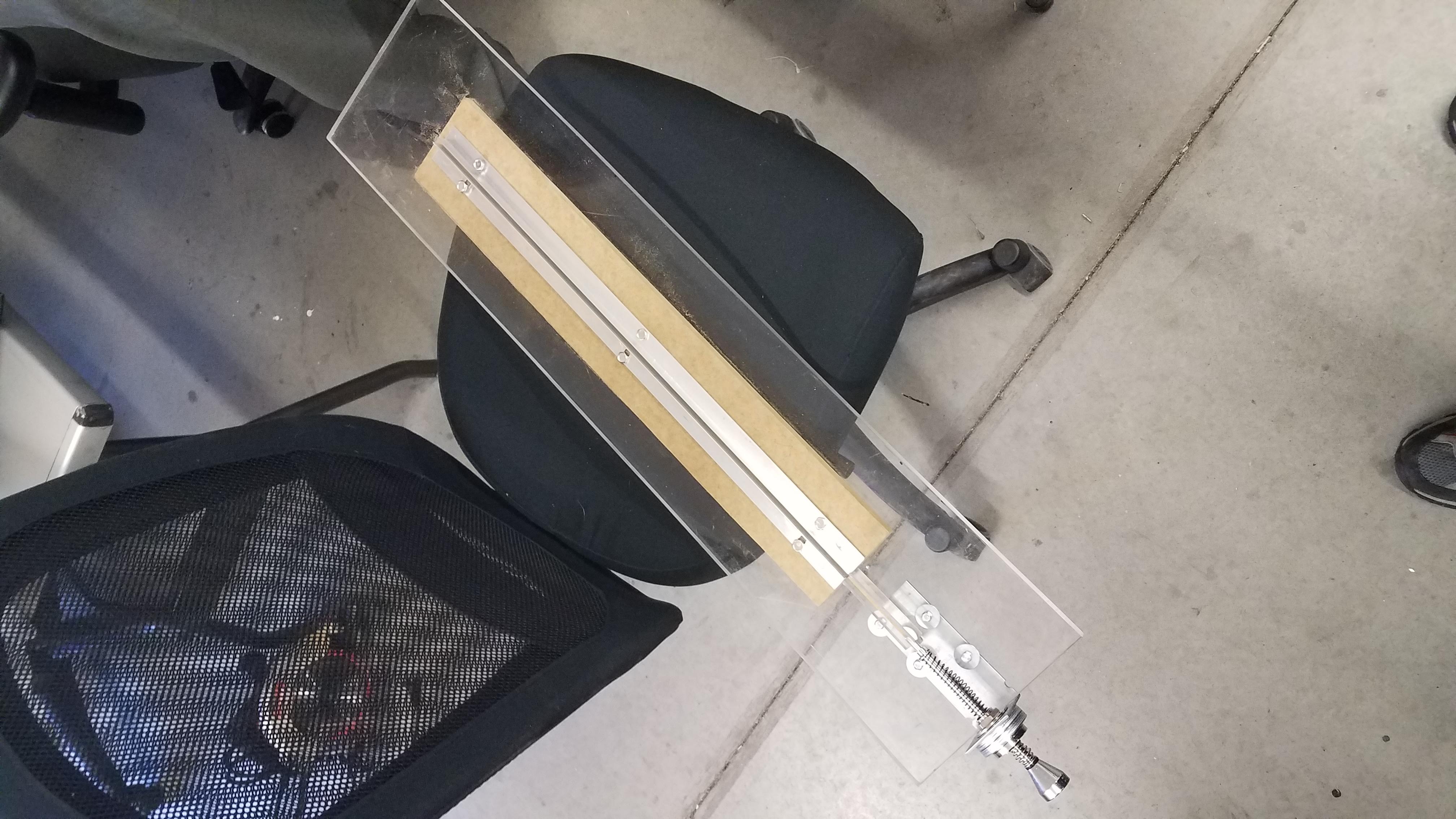
Railgun body with rails mounted
-

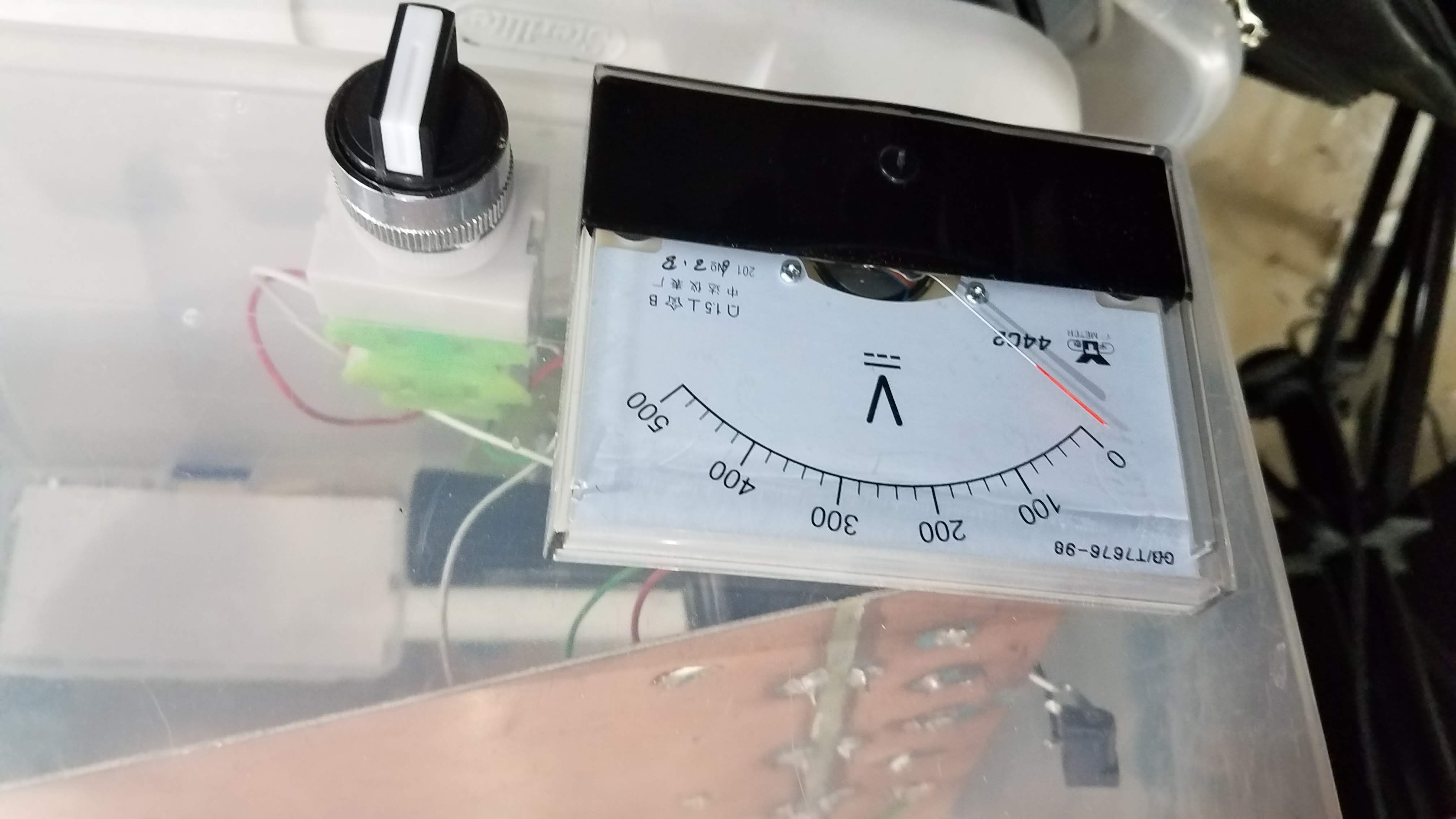
Voltmeter on circuit-box (mounted before hackathon)
-
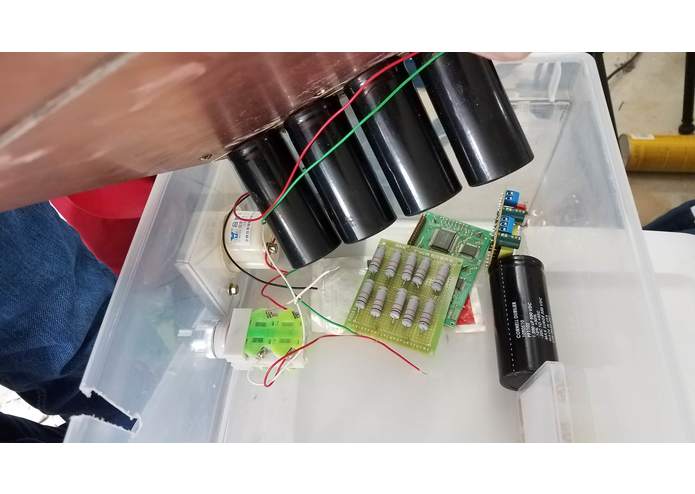
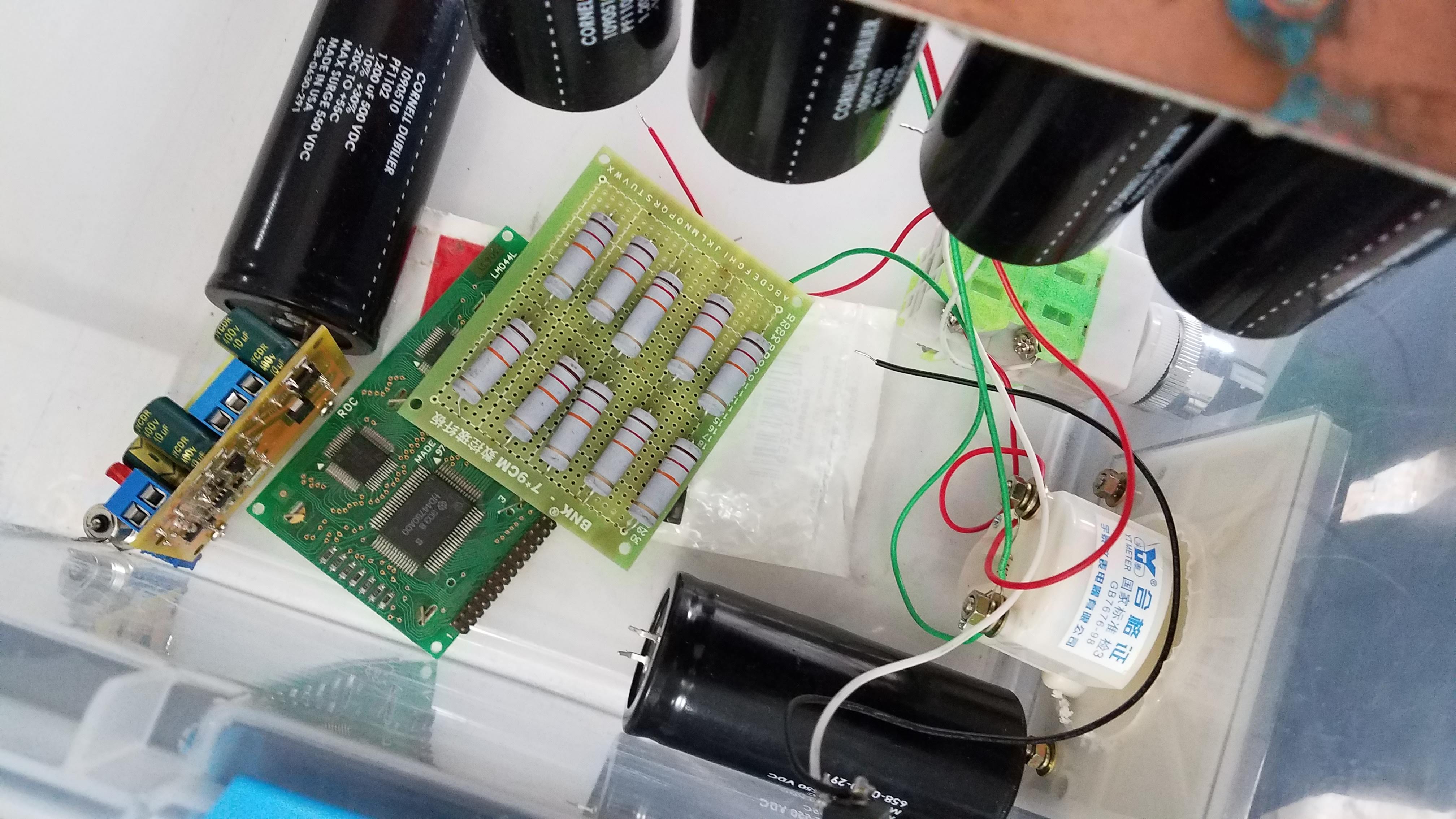
closeup of capacitor bank
-
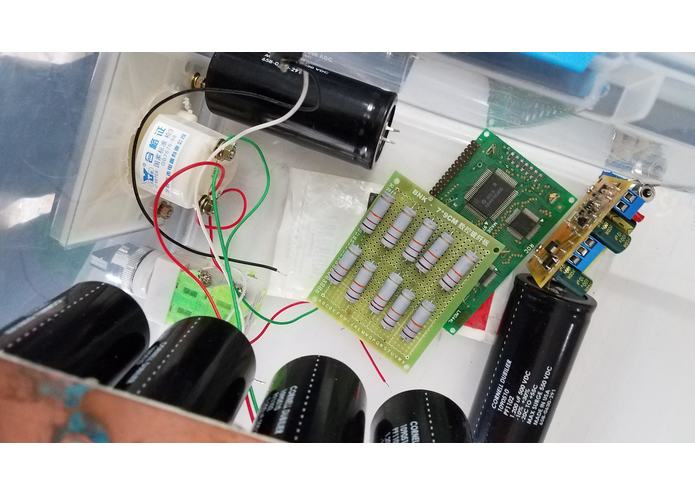
closeup of discharge bank
-
Connecting the high-amp circuit leads to the rails
-

Connecting the high-amp circuit leads to the rails
-

A small fraction of our shopping for this project
-

Intended output display for our chronograph
-
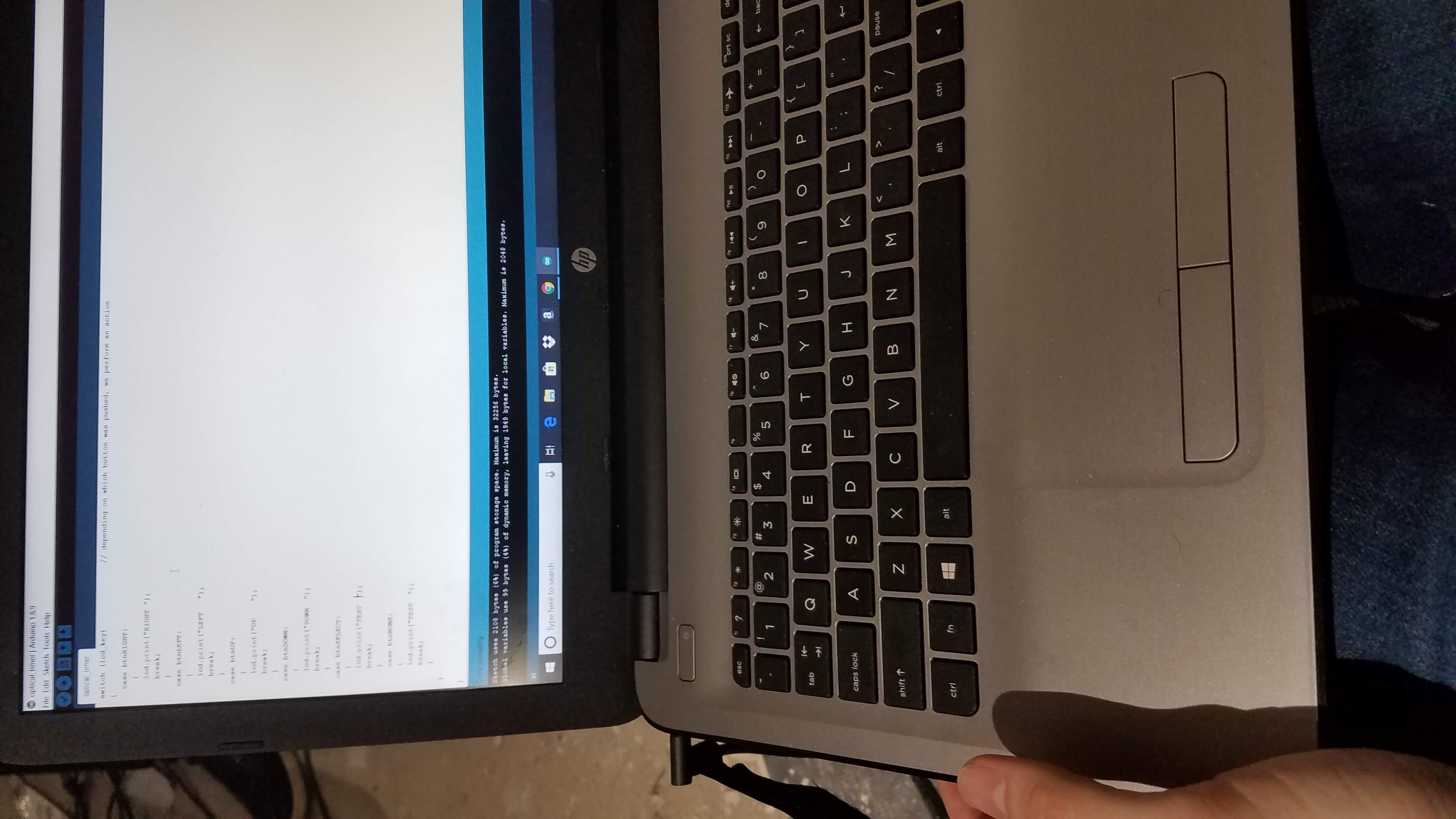
Sourcecode for chronograph
-

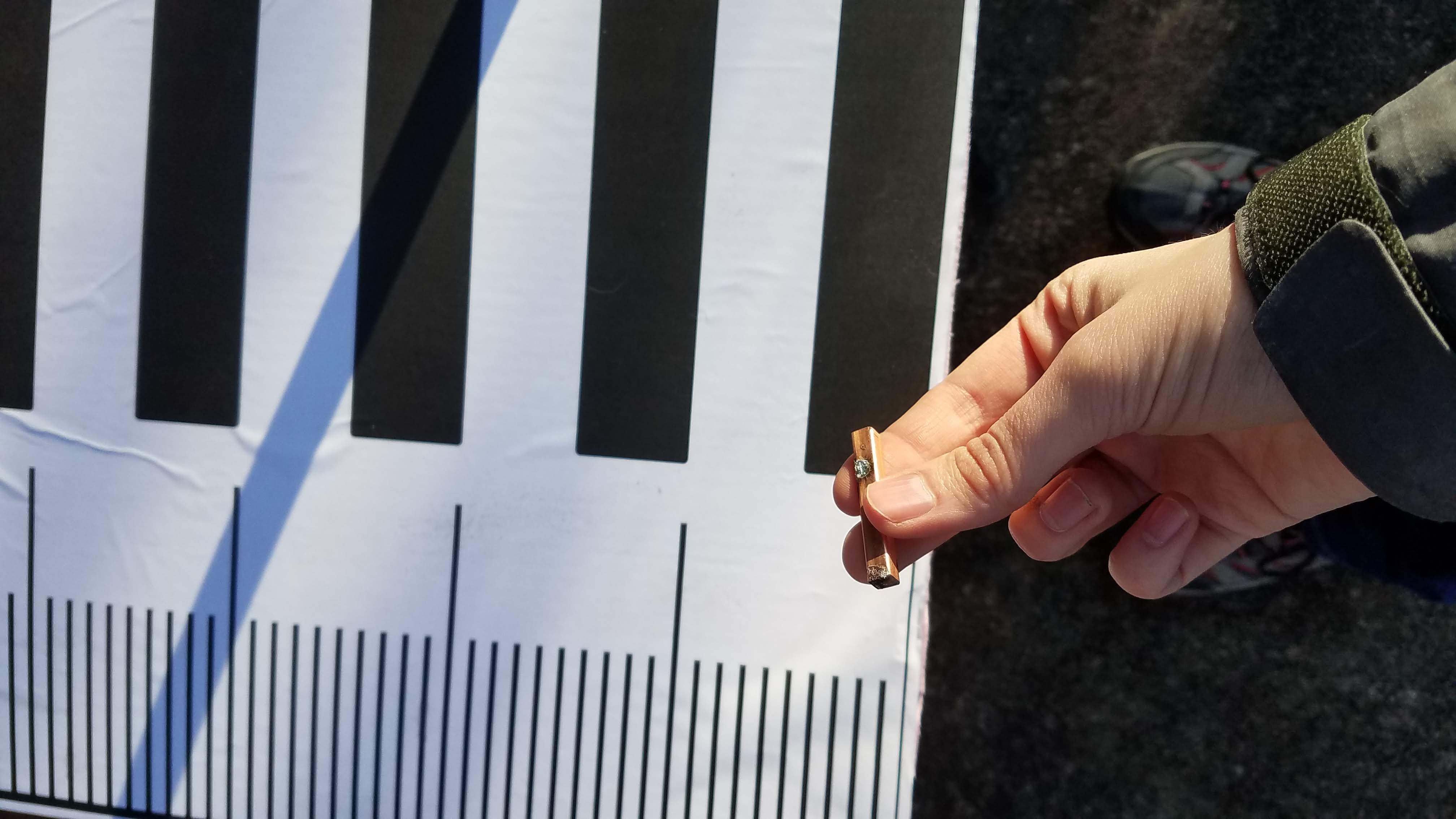
grinding smooth the edges of the metal projectiles
-

grinding smooth the edges of the metal projectiles
-
-

Sparks!
-

arc-damage after first successful discharge test of aluminum projectile @ 400v
-

-

-

arc-damage after discharge test of copper projectile @ 500v
-

Circuit box during operation
-

Additional welding damage after second test
-

-

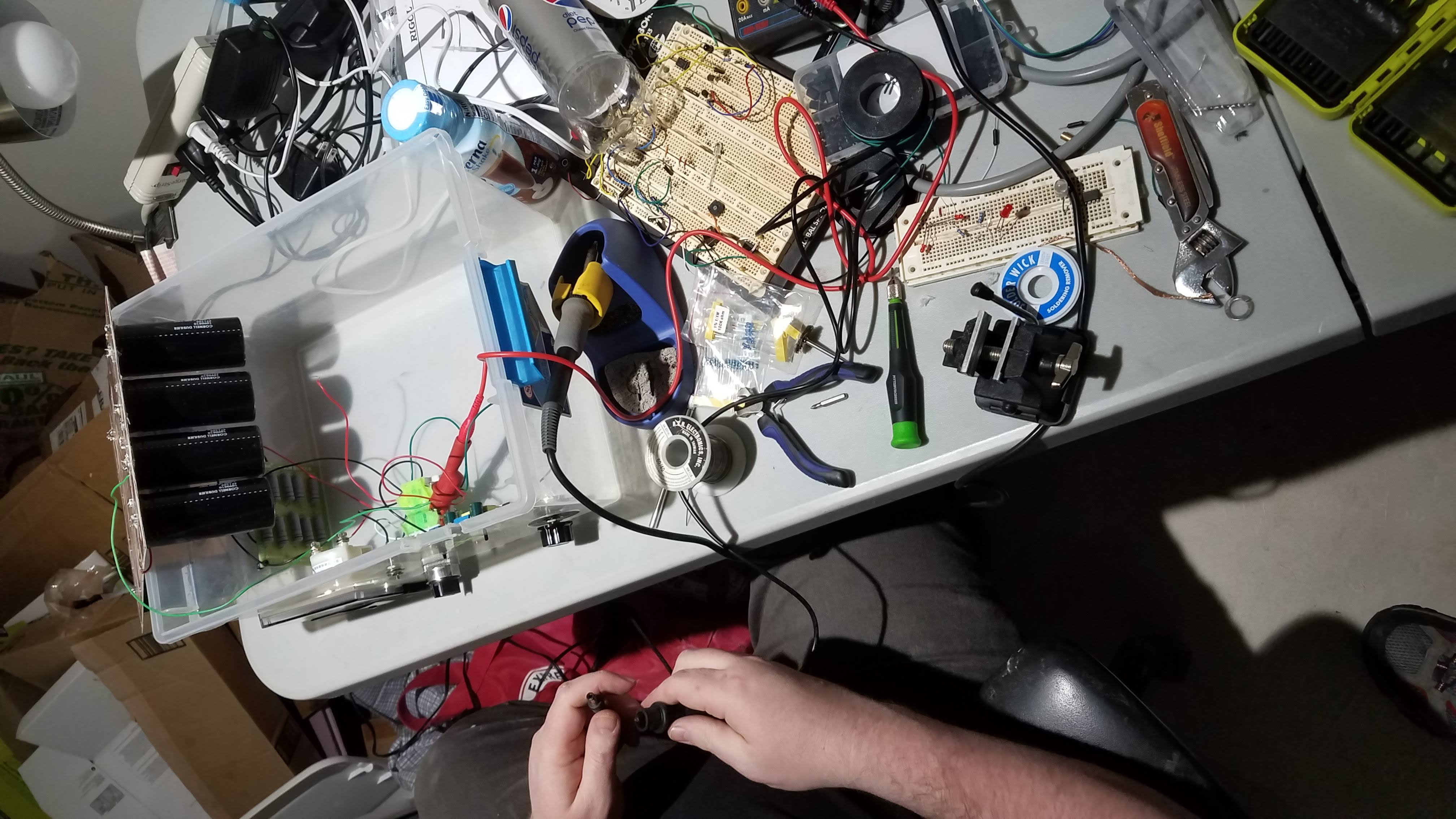
Workspace with photography lighting
-

Damage to rails after halting tests
-

-

-

-

-






















Obligatory warning: This project involves lethal amounts of high voltage electricity. Do not attempt something similar without knowing what you are doing and taking appropriate precautions.
Inspiration
Brad always wanted to build a railgun, so it went on our list of projects to try. Also, the Navy has been getting a lot of press about their large-scale railgun efforts.
What it does
It's a hot-rail railgun design, with an adjustable voltage (0-500v) power bank of 4800 uF with room to expand to 24,000 uF. We used 6 gauge wire to connect the capacitor bank to the rails. The rails are aluminum angle stock, with slots cut to allow for alignment and adjusting the rail distance. The capacitors are flash-rated CDE 1200 uF 500V, apparently remnants of a custom run. Prior to the hackathon, we slowly reformed them as they had been on the shelf for quite some time.
The discharge resistor bank is to quickly safe the capacitor bank so we can make adjustments. It consists of 2 12K Ohm resistors in series, and 5 sets in parallel, for a nominal resistance of 4800 Ohms.
We made several test armatures, aluminum (probably 6061), brass 360, stainless steel T-304, and copper 110 of square bar stock. The literature suggests graphite is also a good option, but that is harder to source.
Right now it makes pretty sparks and performs a very primitive form of electric discharge machining on our rails and armature. We've learned quite a lot, and identified areas to improve in the next iteration.
How we built it
In stages. We built the initial test version of the capacitor bank a few months ago; this weekend we improved the safety of the design by mechanically stabilizing the PCB, connected a switchable bleeder resistor bank (the resistor bank was assembled last weekend) for quicker resets, installed panel mounted voltage controls and power feed-through. We also secured the charger circuit and discharge bank to the sides of the capacitor box for safety and reliability.
The charger circuit is link![off the shelf], modded with an external voltage control.
On the railgun itself, we did much of bulk machining and gluing last weekend. During the hackathon, we performed final alignment, tuned the injection port, and performed initial tests.
The aluminum armature was made prior to the hackathon; we cut the other materials this weekend.
Challenges we ran into
The friction of the board used to raise the firing platform to the level of the injection mechanism is much higher than we expected... in dry firings, the armatures barely make it off the end of the device. Tests performed before the pinball striker was mounted to the plastic base propelled it across a room.
Our soldering iron does not have enough power to make good joints on solid copper pcb planes.
We spent a few hours working on a chronograph with NIR leds and detectors, with some prototype code written for an Arduino Uno, but the circuit proved to be quite sensitive to ambient light; we plan to revisit after getting the rail gun working, perhaps by modulating the emitters. The chronograph is to measure the armature speed before and after the rail segment, by measuring the time it takes to cross known baselines.
We were expecting more EMP glitches than we observed.. the camera was mounted a few feet from the rails and did not show any noticeable video glitches.
The rails need to be removed and polished after just a few firings.
Accomplishments that we're proud of
We got some very pretty sparks, and got the device to fireable condition.
What we learned
The basics of shooting and editing high speed video. A lot about high voltage electronics and how to handle higher voltages safely. Cutting and machining acrylic plastic.
What's next for Benchtop linear accelerator (railgun)
We want to try a few things. Lower friction platform (We have some more acrylic sheet). Higher speed pneumatic injector. Round bar stock (lower contact area for the rails, but also lower friction). Ball bearing armatures. Alternative rail materials.
Special thanks
We'd like to thank everyone at Unallocated Space for the use of space and tools, and for advice on fabrication techniques. Special thanks to James Hall for precisely cutting the wood spacer in the injection port.
Also, we'd like to thank Jamie O'Marr for working on the project during the design phase. He was unable to attend the hackathon or work on the fabrication.

Log in or sign up for Devpost to join the conversation.